Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
Кроме этого Вы сможете здесь узнать и их характеристики. Любую их схем Вы можете скачать. У нас на сайте все в открытом доступе и поэтому для того чтобы скачать любую их схем Вам не потребуется регистрация, не нужно будет отправлять никаких сообщений или указывать свой е-мэйл, и вас не перенаправят на удаленный файловый сервер со скрытыми платежами и вирусами.Ну а если вдруг возникли вопросы по ремонту сварочных инверторов- заходите к нам на форум! Материалы данного раздела: Ресанта САИ-140Ресанта САИ-150АДРесанта САИ-160КРесанта САИ-180АДРесанта САИ-190КРесанта САИ- 220Ресанта САИ- 230Ресанта САИ-250Ресанта САИ-315Ресанта САИПА-135Ресанта САИПА-165Ресанта САИПА-190МФРесанта САИПА-200Источник плазменной резки ИПР-25 производства РесантаИсточник плазменной резки ИПР-40 производства РесантаИсточник плазменной резки ИПР-40К производства РесантаСварочный инвертор Eurolux IWM-160 производства РесантаСварочный инвертор Eurolux IWM-190 производства РесантаСварочный инвертор Eurolux IWM-220 производства РесантаСварочный инвертор Eurolux IWM-250 производства РесантаИИСТ-140ИИСТ-160Инвертор сварочный GYSMI-131СВАРОЧНЫЙ ИНВЕРТОР GYSMI 160PСварочный инвертор Gysmi 161Сварочный инвертор Gysmi 165Сварочный инвертор Gysmi 183Сварочный инвертор Gysmi 190 INVERTER 3200 TOPPULS mini ММА 250Сварочный аппарат FORWARD 200 IGBTПолуавтомат сварочный ПульсарСварочный источник BLUEWELD Prestige 144Prestige-164/ Technika- 164 инструкция по ремонтуTELWIN-140 сварочный инверторTELWIN TECNICA 141-161Telwin TECNICA 144-164TELWIN TECNICA 150, 152, 168, 170Telwin Technology 175, 210, 188CE/GEСварочные источники COLT 1300, COLT и PUMA 150Red Welder i2100Инверторы сварочные ASEA-160 и ASEA-250Инвертор сварочный ARC-200Инвертор сварочный САИ-200Сварочный инвертор ZX7- 200Сварочный источник Kende ZX7-160Инвертор сварочный ММА-160Сварочный выпрямитель ВДУ-504Сварочный выпрямитель ВДУ-506, ВДУ-506ССварочный источник ВД-200Инвертор сварочный DECA MOS-168Инвертор сварочный Калибр СВИ-160АПИнвертор сварочный Калибр MINI СВИ-225 (225)Инвертор сварочный Монолит ММА 161Инвертор-плазморез Telwin TECNICA PLASMA 34Источник сварочный ФЭБ Альфа 161Инвертор сварочный Tecnoweld Monster 170Схема сварочного полуавтомата ПДГ100-УХЛ4Сварочный источник МАГМА‐З15Сварочный полуавтомат Edon MIG-308Аппарат точечной сварки Aurora PRO SHOOT M10Сварочный полуавтомат Норма- 200МПСлавтех 185\ 200\ 205Инверторный сварочный полуавтомат Энергомаш СА-97ПА17(ПА20)Сварочный источник Энергомаш СА-97И14НСварочный источник Приоритет САУ-150 схемаСварочные инверторы Страт-160\ 160\ 160КС\ 200КС\ 200У схемыСхема основной платы Awelco 5679 сварочного источника AwelcoПринципиальная электрическая схема основной платы PIASTRA BASE 5680 сварочных источников подобных AwelcoСхема сварочного полуавтомата ПДГ-151Инверторный сварочный источник MIG 160 IGBT схемаСхемы на инверторные источники TIG160....TIG400Blueweld Combi 4.165 сварочный полуавтоматИнверторные сварочные источники Minarc-150Сварочный полуавтомат MIG200Сварочный полуавтомат ПДГ-201EWM PICO 162 схема и инструкцияИнверторы сварочные ВДУЧ-315 (315М)Сварочные полуавтоматы ESAB LAX 320, LAX 380 схемыСварочный полуавтомат ПДГ-102 УЗ СВАП-02Сварочный аппарат LHF 250 (400, 630, 800 )Сварочный аппарат LHF 405 (615) PipeweldСварочные инверторы LHQ150\ LTV150\ Caddy 150\ Caddytig 150Сварочный полуавтомат ESAB LKA150Сварочный полуавтомат ESAB LKA 180\ LKA 140Сварочный аппарат ESAB LTH 161\ Tigma 161Сварочный аппарат ESAB LKB 400W мануалУстройство протяжки сварочной проволоки ESAB MED 44 AristoСварочный аппарат ВДУЧ-350МАГ схемаСварочный источник ТИР-630 инструкция и схемаКомплект электродуговой металлизации КДМ-2 схемаИнвертор сварочный ДОН-150Выпрямитель сварочный ВДУ-506МСварочный источник FUBAG IR160\ IR180\ IR200Генератор сварочный ГД-4002 У2Источник плазменной резки КАРАТ-100М схемаСварочный источник Kemppi PS5000 схемаСварочные полуавтоматы ESAB Mig C141/C151Сварочный источник универсальный ESAB DTA400ACDCСварочные полуавтоматы MIG Autoplus-120\ 130Сварочный аппарат TIG схемаСварочный источник TRIODIN TIG-20Генератор для импульсной сварки Triodyn DP20Сварочный регулируемый выпрямитель WTU-200Инверторный сварочный источник АСПТ-60 схемаИнверторный сварочный источник АСПТ-90 схемаИнверторный сварочный источник Фора-60 схемаИсточник плазменной резки LGK8-40 производства КитайИсточник плазменной резки SUPERIOR PLASMA 90 HFИсточник сварочный BestWeld BEST 210Автомобильная сварочная приставка АСП1Источник сварочный STURM AW97I20Сварочный инвертор КРАТОН WT-130SСварочный аппарат Дуга-Профессионал схемаСварочный полуавтомат ПСТ-161Сварочный источник ВД-306Д схемаСварочный инвертор Форсаж 160\ 250Сварочный полуавтомат MIGATRONIC AUTOMIGУстановка плазменной резки MEGATRONIC PI 400 PLASMAСварочный аппарат GYSPOT мануалСварочные инвертор Idealarc DC400Сварочный инвертор МК-300А схемаИнверторный сварочный источник IDEALARC DC-400 инструкция по тех.обслуживаниюСварочный инвертор ASEA-160 схемаСварочный инвертор INVERTEC STT схемаСварочный инвертор INVERTEC V205-T схемаСварочный инвертор INVERTEC V250-S схемаСварочный инвертор INVERTEC V300-I схемаСварочные аппараты PHOENIX 301\ 351\ 401\ 421\ 521Сварочный аппарат Murex Transtig AC/DC 200 схемаРегулятор контактной сварки РКС-601 УХЛ4 схема и описаниеРегулятор контактной сварки РКС-502 УХЛ4 схемаУстановка для аргонно-дуговой сварки УДГУ-2510Аппарат сварочный Akai TE-7514AAACСварочный выпрямитель универсальный ВСВУ-400 схемаРегулятор контактной сварки РКС-801 УХЛ4 схемаСварочные полуавтоматы ПДГ-250-3 «Есаул», ПДГ-270-3, ПДГ-350-3 и ПДГ-350 схемы radio-uchebnik.ru Май 10, 2017 Современные схемотехнические решения и элементная полупроводниковая база позволили уйти от устаревших и тяжёлых трансформаторных выпрямителей. В наши дни используется преобразование сетевого напряжения по несколько иному принципу. Образцом такого решения служат схемы сварочных инверторов, преимуществами которых являются как небольшой вес, так и отсутствие нагрузок на электрические сети общего пользования. Электрические схемы, основанные на использовании современной полупроводниковой электроники, открыли широкие возможности для совмещения инновационных принципов с высокими потребительскими качествами. Технологические возможности нашего века характерны использованием новых решений не только в военно-космической сфере, но и в бытовом применении инженерных, прогрессивных принципов. Этот процесс находит отражение и в технологии производства оборудования для сварочных работ. Стали возможными операции по соединению сплавов металлов и разнородных составов в единое целое. Для этого предназначены различные схемы сварочных инверторов, которые необходимы для выполнения определённых функций, а именно: Учитывая возможности этого спектра устройств, можно вести работы в среде разных газов и сваривать разнообразные металлы и сплавы с высоким качеством конечного изделия. При этом питающее напряжение может быть от 160 до270 В, а сварочный ток достигает значений 250 А, что не исключает применения электродов до 5 мм в диаметре. С использованием электросхем инверторного типа становится достижимым сочетание небольшого веса и мощного импульсного сварочного тока.Радиосхемы Схемы электрические принципиальные. Схема инвертора сварочного
Радиосхемы. - Инверторы сварочные
схемы сварочного оборудования
 В этом разделе нашего сайта мы публикуем схемы сварочных инверторов промышленного производства.
В этом разделе нашего сайта мы публикуем схемы сварочных инверторов промышленного производства.Принципиальная электрическая схема сварочного инвертора
Виды сварочных аппаратов
Важно подбирать оборудование в соответствии с вашими потребностями, чтобы не переплачивать за аппаратуру, которая в дальнейшем может не понадобиться, и убедиться в наличии центров гарантийного ремонта и обслуживания.
Принципиальная схема аппаратов инверторного типа
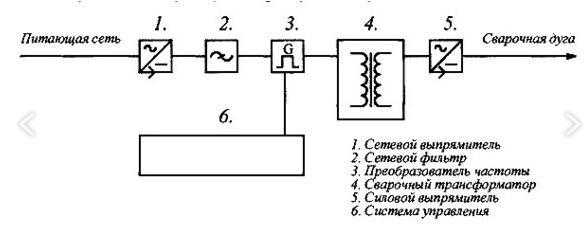
Для того чтобы понимать суть работы современного сварочного агрегата, необходимо знать из каких блоков состоит принципиальная схема сварочного инвертора, который обеспечивает энергией дугу короткого замыкания при сварочном процессе. Эти аппараты могут питаться как от трёхфазной сети 380В, так и от однофазного напряжения 220 В. Причём колебания питающего напряжения могут достигать значительных величин, что не сказывается на работоспособности агрегатов. Это позволяет работать в нестабильных сетях загородного электроснабжения, которое довольно часто присутствует в дачных поселениях.
- низкочастотный понижающий выпрямительный блок с конденсаторным фильтром;
- регулируемый инвертор, преобразующий постоянный ток в высокочастотный переменный;
- трансформатор высокой частоты, выдающий на выходе высокочастотный или постоянный сварочный ток большой мощности;
- сдвигающий фазу дроссель, стабилизирующий характеристики выходного напряжения;
- схема обратной связи, управляющая выходными параметрами и блок управления, который меняет параметры тока и напряжения сварки.
Крайне важно подбирать полупроводниковую базу от надёжных, проверенных производителей, которые обеспечивают высокие параметры при сварочных процессах и обеспечивают долговечную службу.
Мощные выходные транзисторы и диоды должны обладать эффективными теплоотводящими радиаторами, которые охлаждаются принудительной вентиляцией, интенсивность действия которой должна зависеть от сварочной нагрузки. Только в этом случае удастся избежать неисправности силового блока инверторного аппарата. Также безупречная работа обеспечивается путём соблюдения правил безопасной работы и своевременного обслуживания отдельных агрегатов и узлов. Важное место занимает регулярная очистка от пыли охлаждающих радиаторов силовых, полупроводниковых элементов.
Отличия схемотехнических решений разных видов инверторов
Инверторные аппараты кроме принципиальной электрической схемы обладают рядом преимуществ в конструктивной реализации, которые позволяют использовать функции форсированного розжига дуги. Также существуют схемы антизалипания электродов, осцилляторы, которые обеспечивают устойчивое горение дуги в среде защитных газов. Есть и схемы задержки подачи защитного газа и тока сварки, именно они и дают возможность осуществлять работу в среде инертного облака, препятствующего окислению заготовок. Подача сварочной проволоки имеет свои особенности, где регулирование скорости и задержка движения определяется схемотехническими решениями.
Поэтому сварка в таких условиях имеет свои отличия от стандартной схемы, а именно:
- в аппаратуре TIG и MIG/MAG присутствует схема задержки сварочного тока относительно подачи защитного газа;
- для обеспечения работы аргонодугового метода (TIG) аппаратура снабжается специальными разъёмами для подачи газа, а горелка имеет устройство крепления для вольфрамового электрода;
- в полуавтоматических инверторах присутствует устройство протяжки сварочной проволоки с регулируемой скоростью, для этой цели используют еврорукав, через который подаётся газ и проволока в зону сварочного шва.
Широкие возможности аппаратурной регулировки параметров импульсного напряжения, позволяют сваривать сплавы титана и алюминия, тонкостенную легированную и нержавеющую сталь. Прочность соединения различных материалов обеспечивается правильным подбором параметров тока и состава сварочной проволоки, а также грамотным выбором состава газовой смеси.
Важно при покупке сложной аппаратуры и комплектующих выбирать надёжных производителей и особое внимание уделять качеству баллонов с газом, редукторов, шлангов и еврорукавов.
Возможные неисправности и способы их устранения
Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов. Эти ситуации могут происходить по причине недостаточного охлаждения силовых элементов при высокой температуре окружающего воздуха, а также при работе в условиях запылённой или слишком влажной атмосферы. Пыль, осаждаясь на радиаторах, препятствует эффективному отводу тепла, поэтому одним из требований производителя, является периодическая очистка аппарата. В условиях повышенной влажности могут возникать утечки, которые также могут привести к неисправности.Начинать поиск неисправности следует с простейших причин, поскольку в схемах современных сварочных инверторов присутствует многоуровневая защита от перегрева и короткого замыкания. Необходимо ознакомиться с инструкцией по эксплуатации прибора, где чётко указаны пределы внешнего питающего напряжения и длительность работы при максимальном значении сварочного тока. Также указывается диаметр электрода, и даются советы по использованию газовых смесей в определённых пропорциях.
Основными причинами плохой или неустойчивой работы схемы инвертора могут быть следующие причины:
- слишком низкое или высокое напряжение в электрической сети, обычно инвертор работоспособен от 170 до 250 В;
- малое сечение или большая длина сетевого провода, жилы должны быть сечением не менее 2,5 мм2, а длина не превышать 30 метров;
- штатный сварочный кабель не должен быть длиннее 3 м, а сечение от 35 до 50 мм2;
- необходимо убедиться в бесперебойной работе вентилятора, иначе может произойти выход из строя силовых полупроводниковых элементов схемы инвертора;
- плохой контакт одного или обоих кабелей.
Если причина неработоспособности инверторного аппарата заключается в подгорании контактов или транзисторов схемы, то лучше не предпринимать самостоятельных действий. Дело в том, что видимая неисправность, может повести за собой выход из строя других элементов схемы аппарата, которые можно обнаружить только с помощью соответствующего оборудования.
Важно проводить сложный ремонт в гарантийных и специализированных мастерских, чтобы избежать последствий и затрат, связанных с неквалифицированным вмешательством.
Итог
Мы рассмотрели принципиальную схему сварочного инвертора, знание которой убережёт вас от основных ошибок при эксплуатации сложной аппаратуры. Современные схемные решения сделали возможным создание лёгких и мощных сварочных аппаратов с широкими возможностями и высоким классом защиты. Но не следует забывать о правилах техники безопасности при выполнении сварочных работ, а также использовать спецодежду.
electrod.biz
УСТРОЙСТВО И РЕМОНТ СВАРОЧНОГО ИНВЕРТОРА
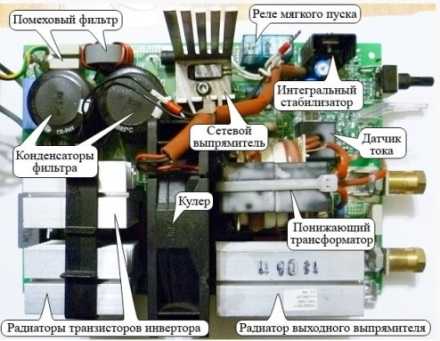
Современные сварочные аппараты с целью уменьшения габаритов и массы, строятся исключительно по инверторной схеме, с мощными полевыми транзисторами в качестве силовых переключающих элементов. Несмотря на множество различных моделей таких аппаратов, суть работы и принцип действия почти одинаковы. Данная статья будет полезна для понимания функционирования схем инверторов, а так-же для их самостоятельного ремонта. В качестве примера выбран отечественный сварочный инвертор "ТОРУС”.
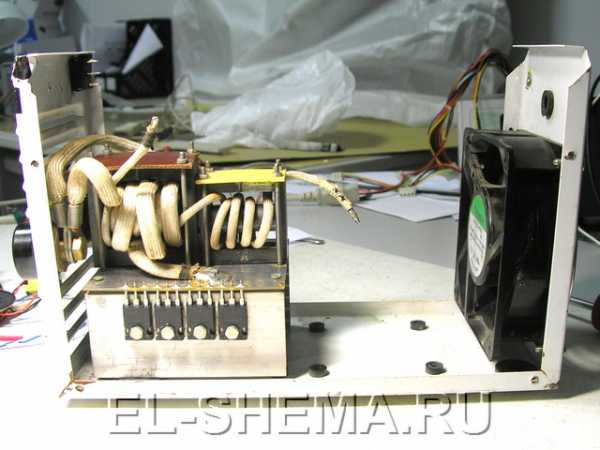
Устройство сварочного аппарата "ТОРУС-200”
"ТОРУС-200” – сварочный аппарат инверторного типа представляет собой источник постоянного тока с защитой от КЗ и тепловой защитой. Преобразователь источника тока выполнен по полномостовой схеме с частотой преобразования около 100 кгц. Регулировка тока производится изменением скважности управляющих импульсов при постоянной частоте. Четыре ключа преобразователя располагаются на отдельных радиаторах. Каждый ключ состоит из четырёх параллельных полевых транзисторов IRFP460.
Трансформатор преобразователя намотан проводом-литцендратом в шёлковой оплётке прямо на сердечник, т.е. без каркаса. Рядом установлен дроссель, который включен последовательно первичке трансформатора, причём намотка обоих выполнена одним куском провода, т.е. "по месту”. Выходной выпрямитель выполнен по двухтактной схеме (со средним выводом вторичной обмотки). Каждое плечо выпрямителя смонтировано на отдельном радиаторе и состоит из двух диодных сборок 60CPQ150 или четырёх 30CPQ150. Выпрямитель, питающий преобразователь состоит из моста GBPC3508W, установленного на радиатор и шести параллельных электролитических конденсаторов 470 мкф 400в. Принципиальная схема:
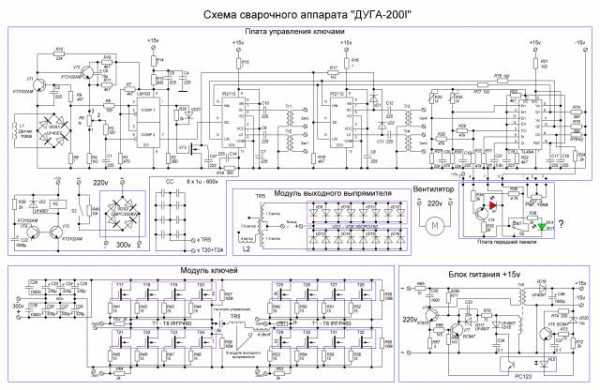
Схема мягкого включения представляет собой реле задержки включения полного заряда конденсаторов выпрямителя питания преобразователя. Исполнительный элемент – э.м. реле замыкающее мощный резистор.
На плате управления располагаются:1. Блок питания электроники, который выполнен как отдельны модуль и представляет собой стандартный БП на 15в. 2. Схема "мягкого включения”. 3. Блок конденсаторов зарядно-разрядной цепи преобразователя. 4. Схема управления преобразователем. Также, на передней панели аппарата установлена платка индикации, выключения и регулировки тока.
Схема управления преобразователем состоит из:
1. Тактового генератора на микросхеме TL494. Он выдаёт две фазы тактовых импульсов с частотой около 100 кгц. Функции ШИМ не используются и микросхема выдаёт импульсы постоянной скважности. В этой микросхеме есть два компаратора, к которым подключены датчики тепловой защиты (терморезисторы на дросселе и радиаторе выходного выпрямителя).
2. Схемы регулировки тока и защиты по КЗ. Выполнены на двух компараторах микросхемы LM393. Датчик тока выполнен на ферритовом кольце с обмоткой, сквозь которое проходит плюсовой провод питания преобразователя.3. Два выходных драйвера на микросхемах IR2112. На входы драйверов поступают тактовые импульсы, скважность которых изменяется в драйвере от импульсов, поступающих с компараторов схемы регулировки тока и защиты от КЗ. Выходы драйверов нагружены на импульсные трансформаторы, со вторичных обмоток которых управляющие импульсы поступают на ключи преобразователя.

Рекомендации по самостоятельному ремонту сварочного аппарата
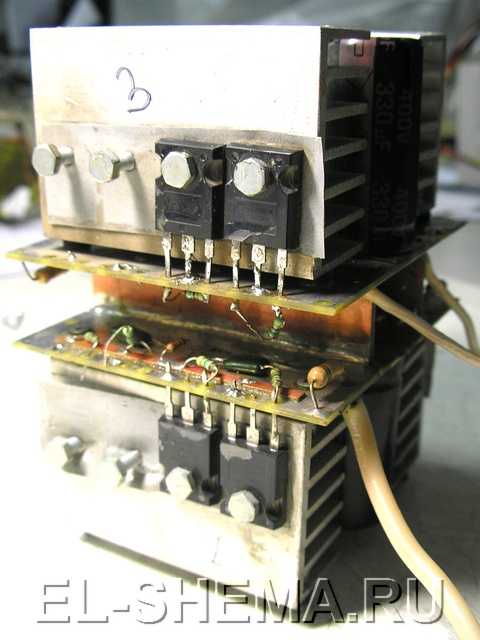
СА "Торус” выпускается несколькими производителями. Первый такой аппарат попался под названием "Дуга-200” и на момент написания этой статьи через мои руки прошло семь аппаратов данной конструкции. Предполагаю, что эта схема подойдёт и для младших моделей "Торуса”, поскольку для того, чтобы уменьшить максимальный сварочный ток достаточно уменьшить число ключей в группе и число диодных сборок или поставить более слабые компоненты.Для ремонта сварочного аппарата, как и любого другого электронного устройства крайне желательно иметь некоторые познания в электронике и хотя бы минимальный опыт ремонта. Если ни того, ни другого нет, но есть много желания и денег, тогда можно попробовать. Из приборов необходим осциллограф и стрелочный авометр. Любой ремонт начинается с вскрытия и внешнего осмотра внутренностей. Конструктивно "Торус” состоит из следующих модулей:
1. Модуль входного выпрямителя 2. Модуль выходного выпрямителя.. 3. Плата управления ключами. 4. Корпус с вентилятором.
Модуль входного выпрямителя. Входной выпрямитель – это мощный диодный мост, установленный на радиатор, который крепится к плате управления снизу. Мост GBPC3508W крайне надёжен и чтобы его спалить надо ещё постараться. Тем не менее и его проверить не лишнее. Все знают как звонится мост и нового тут не выдумать. Для неопытных можно посоветовать отпаять от него провода, чтобы в случае КЗ не вводить себя в заблуждение. Радиатор с мостом лучше сразу снять с платы чтобы в дальнейшем облегчить работу с ней.
Модуль ключей. Модуль ключей состоит из четырёх групп по четыре транзистора в группе. Каждая группа смонтирована на отдельном радиаторе на изолирующей прокладке. Кроме ключей в модуль входят шесть электролитических конденсаторов сглаживающего фильтра выпрямителя, питающего преобразователь (входного выпрямителя).
Чаще всего неисправный транзистор сразу виден: треснутый или взломанный корпус, прогоревшие выводы, но иногда внешних признаков неисправности нет и тогда для выявления неисправного транзистора следует применить стрелочный авометр. Включаем его в режим измерения сопротивления на предел Ком х1 и выбираем любую группу. Я думаю, не лишним будет напомнить, что все измерения следует проводить на выключенном из сети аппарате. Измеряем сопротивление между стоком и истоком. Для тех, кто не знает цоколёвки транзистора IRFP460: если расположить корпус выводами вниз и маркировкой к себе, то слева направо будут затвор, сток, исток. Между стоком и истоком есть встречно-параллельный диод, он и должен звониться, т.е. в одну сторону высокое, в другую низкое сопротивление. Короткое замыкание – неисправность одного или нескольких транзисторов в группе и если таковое есть, то неисправный транзистор выявляется только путём выпаивания.
Если группа звонится как положено (в одну сторону), то это не всегда означает, что все транзисторы в группе исправны. Их надо по отдельности проверить на "открываемость”. Это можно сделать не выпаивая каждый транзистор. Сначала отпаиваем по одному концу выравнивающих резисторов от каждого затвора, ставим минусовой щуп на исток первого транзистора, плюсовой на сток. Тестер должен показать высокое сопротивление. Теперь на мгновение прикасаемся плюсовым щупом (не снимая минусового) к затвору и снова перекидываем его на сток. Сопротивление должно упасть почти до нуля и это означает, что транзистор открылся. Пинцетом или скальпелем замыкаем затвор со стоком или истоком и снова замеряем сопротивление сток-исток, которое должно увеличиться почти до бесконечности (но надёжнее для запирания транзистора подать но затвор обратное напряжение, т.е. минус на затвор, плюс на сток) и это означает, что транзистор закрылся. Если это так, переходим к другому транзистору, в противном случае перепроверяем и выкусываем неисправный транзистор, поскольку так легче подготовить место для монтажа исправного транзистора.Если все транзисторы в группе исправны, припаиваем к затворам концы выравнивающих резисторов, помечаем группу как исправную и переходим к следующей группе. Для ремонта, проверки и поиска возможных аналогов радиоэлементов, изучите их даташиты.
Когда все транзисторы проверены и неисправные заменены исправными, модуль ключей можно условно считать исправным. Условно – это потому, что окончательная проверка будет при наличии управляющих сигналов. В недавнем времени ключи стали снабжать снабберами (конденсаторами, впаянными между стоком и истоком каждого транзистора), которые защищают транзисторы от пробоя. Экономичность аппарата при этом несколько снижается, зато надёжность возрастает многократно. При прозвонке транзисторов конденсаторы можно не отпаивать, т.к. на результаты измерений они не влияют.
Модуль выходного выпрямителя. Модуль выходного выпрямителя состоит из платы с двумя радиаторами, на которых смонтированы силовые диодные сборки. В зависимости от применяемых сборок, их количество на радиаторе может быть разным – две или четыре. Также, в модуль входят дроссель и трансформатор. Диодные сборки выходного выпрямителя выходят из строя крайне редко. В двухсотой модели применяются две сборки 60CPQ150 или четыре 30CPQ150, а в каждой сборке по два диода по 60 и 30 ампер (соответственно) максимального тока каждый. В сумме это 240 ампер постоянного тока. Запас в 40 ампер довольно надёжен, к тому же максимальный импульсный ток едва ли не на порядок больше.Все знают как звонятся диоды. Если группа звонится накоротко, нужно искать пробитый диод. Без выпаивания здесь не обойтись и для этого удобно использовать паяльник с отсосом. Когда все диоды проверены и неисправные заменены, модуль можно пометить как исправный и приступить к проверке платы управления.
Плата управления ключами – это самый сложный из всех блоков аппарата и от его правильной работы зависит надёжность аппарата и целостность его компонентов. Предварительную проверку работоспособности платы управления можно произвести без её демонтажа, т.е. прямо по месту. Первым делом отключаем питание преобразователя, для чего отпаиваем от входного моста один из толстых проводов идущих от платы управления (переменное 220в) и изолируем его оголённый конец изолентой.
Поскольку для оценки работоспособности платы управления необходимо оценивать быстроменяющиеся сигналы, без осциллографа (и навыка работы с ним) здесь не обойтись. Вставляем вилку питания в розетку и внимательно слушаем. Вращается вентилятор и через 3-5 секунд слышится щелчок. Его издаёт реле схемы "мягкого” включения. Если щелчка нет или он слышен сразу после включения, значит схема "мягкого” включения неисправна. Также, если щелчка не последовало, стоит проверить наличие питающего напряжения +15в. Источник этого питания приклеен к плате управления и подпаян к ней четырьмя проводами: два из которых – переменное 220в и другие два – плюс и минус 15в. Если питания нет, демонтируем источник питания и ремонтируем или заменяем его, поскольку он стандартный.
Схема "мягкого” включения очень проста и основана на срабатывании эм. реле K2 в результате открывания транзистора VT5 после заряда конденсатора C22 в его базовой цепи. Контакты реле S3 закорачивают резистор R40, который гасит ток заряда конденсаторов фильтра входного выпрямителя. Этот резистор очень слаб и часто выходит из строя. Этот резистор, даже если он исправен, я заменяю на более мощный для повышения надёжности аппарата. Отсутствие задержки срабатывания реле может быть вызвано обрывом ёмкости заряда C22, пробоем транзистора VT5 и пробоем аналога динистора VD4 в цепи базы транзистора.
Если аппарат до Вас побывал в чьих-то "умелых” руках не лишнее проверить фазировку управляющих сигналов: если витые пары перепутаны местами, то есть угроза нарваться на сквозной ток, а если перепутаны провода в паре, то ключ не будет открываться. Мне попадались аппараты буквально "перепаханные” "умельцами” и эти аппараты пришлось проверять досконально. Ситуация усложнена ещё и тем, что качество сборки аппаратов полукустарное и не всегда можно отличить пайку производителя от пайки "умельца”.
Для несведущих могу уточнить: на затвор должны поступать положительные (относительно истока) импульсы амплитудой около 15в. Одновременно должны открываться группы 1 и 4 в одном такте и 2 и 3 в другом такте. Синфазность сигналов можно определить при помощи двухканального осциллографа.
Если сигналы управления с платы управления приходят на каждый затвор с нужной амплитудой и в нужной фазе, можно попробовать включить аппарат. Для того, чтобы подстраховаться от последствий невыявленной неисправности, питание преобразователя включим через лампу накаливания 150-200вт - удобнее включить её в разрыв переменной цепи моста входного выпрямителя. Подпаиваем все провода, отпаянные ранее с учётом лампы и включаем аппарат в сеть и смотрим на лампу. В первый момент лампа может ярко вспыхнуть (заряжаются ёмкости фильтра), но постоянно она должна светиться слабо. Яркое свечение свидетельствует о коротком замыкании в схеме или цепи нагрузки. .Когда все неисправности устранены, лампу отпаиваем, припаиваем к мосту провод питания и включаем аппарат в сеть. Измеряем напряжение на выходных клеммах – нормальный уровень напряжения должен быть около 60 постоянных вольт.
В случае, когда плата управления не выдаёт запускающих импульсов, её для удобства работы лучше отделить от всех узлов, т.е.отпаять витые пары от ключей, предварительно промаркировав группы и провода, отпаять датчики перегрева и заизолировать концы проводов, отпаять и отсоединить мост входного выпрямителя, отпаять шнур сетевого питания.
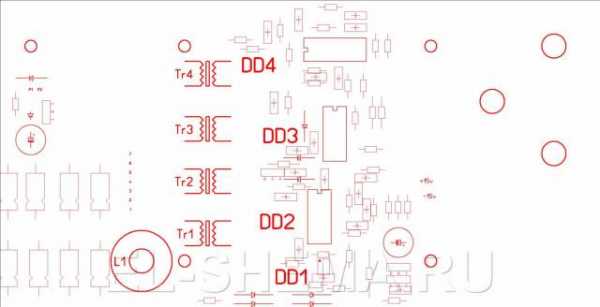
Далее припаиваем шнур сетевого питания, лучше через лампочку 50-100вт и включаем его в розетку. В первую очередь следует проверить наличие питания +15в на ножках 3,6,9 микросхем DD2 и DD3 и прямоугольных тактовых импульсов на ножках 10 и 12 тех же микросхем. Я пару раз сталкивался с выгоранием резистора в цепи питания DD3, правда после этого и саму микросхему пришлось заменить. Если тактовые импульсы на ногах 10 и 12 (т.е. на входах) есть, но нет импульсов на ножках 1 и 7 (т.е. на выходах) нужно ногу 11 посадить на общий провод и если микросхема исправна, импульсы на выходах должны появиться. Нет импульсов – смело заменяй микросхему. В нормальном состоянии на ноге 11 микросхем DD2 и DD3 может быть не точный ноль (т.е. микросхема закрыта) и чтобы проверить неисправна микросхема или закрыта, нужно подать на ногу 11 точный ноль.
Если на входы драйверов (DD2 и DD3) не поступает тактовых импульсов, то их нужно искать на выводах 9 и 10 микросхемы ШИМ - DD4. В случае их отсутствия проверяем питание +15в на выводах 8, 11, 12. Можно проверить, не светится ли красный индикатор на передней панели аппарата и если это так, то скорее всего выключен тумблер рабочего режима. Также, можно проверить, не замкнут ли один из двух датчиков перегрева (на радиаторе выходного выпрямителя и на дросселе). Если все усилия тщетны – заменяем микросхему.
Вы добились управляющих импульсов на выходах обоих драйверов. Казалось бы – вот оно, счастье, но за этим счастьем может последовать фейерверк, когда Вы попробуете зажечь дугу. Дело в том, что ещё есть схема регулировки тока и защиты по току и если эта защита не работает, то Вы рискуете пойти по второму кругу поиска неисправностей.
Схема регулировки и защиты реализована на микросхеме DD1 и её обвязке. Датчиком тока является кольцевая катушка L1 сквозь которую проходит толстый провод питания преобразователя. На выводах 1 и 7 микросхемы DD1 формируются прямоугольные импульсы закрытия драйверов. Проверить работу схемы можно разными способами. Я пользуюсь следующим: отпаиваю один конец катушки L1 и вместо неё припаиваю источник переменного напряжения 3в. Это может быть трансформатор от сетевого адаптера или что-нибудь оригинальное. Подаю переменные 3в и смотрю сигналы на выводах 1 и 7 микросхемы DD1 – короткие прямоугольные импульсы с частотой 50гц. При этом кольцевые трансформаторы издают тихие звуки (отдалённо напоминающие голос кузнечика), а запускающие импульсы прерываются с частотой 50гц. Автор статьи: В.А. Третьяков.
el-shema.ru
Как сделать инверторный сварочный аппарат своими руками: схемы
Содержание статьи:
Инверторная сварка своими руками — это очень просто
Инверторная сварка — это современное устройство, которое пользуется широкой популярностью благодаря небольшому весу аппарата и его габаритов. Инверторный механизм основывается на применении полевых транзисторов и силовых переключателей. Чтобы стать обладателем сварочного аппарата, можно посетить любой магазин инструментов и обзавестись такой полезной вещью. Но есть способ намного экономнее, который обусловлен созданием инверторной сварки своими руками. Именно второму способу и уделим внимание в данном материале и рассмотрим, как сделать сварку в домашних условиях, что для этого понадобится и как выглядят схемы.
Особенности функционирования инвертора
Сварочный аппарат инверторного типа — это не что иное, как блок питания, тот, который сейчас применяется в современных компьютерах. На чем же основывается работа инвертора? В инверторе наблюдается следующая картина преобразования электрической энергии:
1) Напряжение, потребляемое из сети, преобразуется в постоянное.
2) Ток с постоянной синусоидой преобразовывается в переменный с высокой частотой.
3) Происходит снижение значения напряжения.
4) Происходит выпрямление тока с сохранением необходимой частоты.
Перечень таковых преобразований электрической цепи необходим для того, чтобы иметь возможность снизить массу аппарата и его габаритные размеры. Ведь, как известно, старые сварочные аппараты, принцип которых основывается на снижении величины напряжения и увеличения силы тока на вторичной обмотке трансформатора. В результате благодаря высокому значению силы тока наблюдается возможность дугового сваривания металлов. Для того чтобы сила тока увеличивалась, а напряжение снижалось, на вторичной обмотке уменьшается число витков, но при этом увеличивается сечение проводника. В результате можно заметить, что сварочный аппарат трансформаторного типа не только имеет значительные габариты, но и приличный вес.
Для решения проблемы был предложен вариант реализации сварочного аппарата посредством инверторной схемы. Принцип инвертора основывается на увеличении частоты тока до 60 или даже 80 кГц, тем самым осуществляя снижение массы и габаритов самого устройства. Все что потребовалось для реализации инверторного сварочного аппарата — это увеличить частоту в тысячи раз, что стало возможным благодаря применению полевых транзисторов.
Транзисторы обеспечивают сообщение между собой с частотой около 60-80 кГц. На схему питания транзисторов приходит постоянное значение тока, что обеспечивается благодаря применению выпрямителя. В качестве выпрямителя используется диодный мост, а выравнивание значения напряжения обеспечивают конденсаторы.
Переменный ток, который передается после прохождения через транзисторы на понижающий трансформатор. Но при этом в качестве трансформатора используется в сотни раз уменьшенная катушка. Почему используется катушка, потому как частота тока, которая подается на трансформатор, уже увеличена в 1000 раз благодаря полевым транзисторам. В результате получаем аналогичные данные, как и при работе трансформаторной сварки, только с большой разницей в весе и габаритах.
Что нужно для сборки инвертора
Чтобы собрать самостоятельно инверторную сварку, нужно знать, что схема рассчитывается, прежде всего, на потребляющее напряжение величиной 220 Вольт и током на 32 Ампера. Уже после преобразования энергии на выходе ток будет увеличен почти в 8 раз и будет достигать 250 Ампер. Такого тока достаточно для того, чтобы создать прочный шов электродом на расстоянии до 1 см. Для реализации блока питания инверторного типа потребуется воспользоваться следующими составляющими:
1) Трансформатор, состоящий из ферритного сердечника.
2) Обмотка первичного трансформатора со 100 витками провода диаметром 0,3 мм.
3) Три вторичных обмотки:
— внутренняя: 15 витков и диаметром провода 1 мм;
— средняя: 15 витков и диаметром 0,2 мм;
— наружная: 20 оборотов и диаметром 0,35 мм.
Кроме того, чтобы собрать трансформатор, потребуются следующие элементы:
— медные провода;
— стеклоткань;
— текстолит;
— электротехническая сталь;
— хлопчатобумажный материал.
Как выглядит схема инверторной сварки
Для того, чтобы понимать, что вообще собой представляет сварочный инверторный аппарат, необходимо рассмотреть схему, представленную ниже.
Электрическая схема инверторной сварки
Все эти компоненты необходимо объединить и тем самым получить сварочный аппарат, который будет незаменимым помощником при выполнении слесарных работ. Ниже представлена принципиальная схема инверторной сварки.
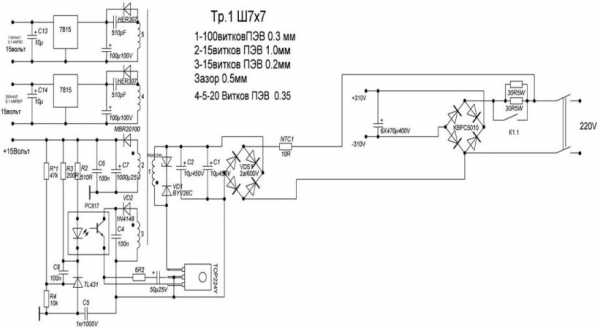
Схема блока питания инверторной сварки
Плата, на которой находится блок питания аппарата, монтируется отдельно от силовой части. Разделителем между силовой частью и блоком питания выступает металлический лист, подсоединенный к корпусу агрегата электрически.
Для управления затворками применяются проводники, припаивать которые нужно поблизости транзисторов. Эти проводники соединяются между собой парно, а сечение этих проводников не играет особой роли. Единственное, что важно учитывать — это длина проводников, которая не должна превышать 15 см.
Для человека, который не знаком с основами электроники, прочесть такого рода схему проблематично, не говоря уже о назначении каждого элемента. Поэтому если у вас нет навыков работы с электроникой, то лучше попросить знакомого мастера помочь разобраться. Вот, к примеру, ниже изображена схема силовой части инверторного сварочного аппарата.
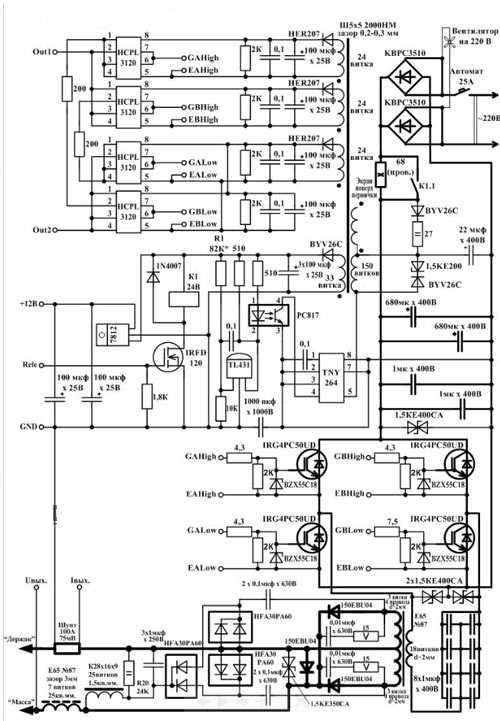
Схема силовой части инверторной сварки
Как собрать инверторную сварку: поэтапное описание + (Видео)
Для сборки инверторного сварочного аппарата необходимо выполнить следующие этапы работы:
1) Корпус. В качестве корпуса для сварки рекомендуется воспользоваться старым системником от компьютера. Он подходит лучше всего, так как в нем имеется необходимое количество отверстий для вентиляции. Можно использовать старую 10-литровую канистру, в которой можно вырезать отверстия и разместить кулера. Для увеличения прочности конструкции из корпуса системника необходимо разместить металлические уголки, которые закрепляются с помощью болтовых соединений.
2) Сборка блока питания. Важным элементом блока питания является именно трансформатор. В качестве основы трансформатора рекомендуется воспользоваться ферритом 7х7 или 8х8. Для первичной обмотки трансформатора необходимо осуществить намотку проволоки по всей ширине сердечника. Такая немаловажная особенность влечет за собой улучшение работы устройства при появлении перепадов напряжения. В качестве проволоки обязательно нужно использовать медные провода марки ПЭВ-2, а в случае отсутствия шины, провода соединяются в один пучок. Стеклоткань используется для изоляции первичной обмотки. Сверху после слоя стеклоткани необходимо намотать витки экранирующих проводов.

Трансформатор с первичной и вторичной обмотками для создания инверторной сварки
3) Силовая часть. В качестве силового блока выступает понижающий трансформатор. В качестве сердечника для понижающего трансформатора применяются два вида сердечников: Ш20х208 2000 нм. Между обоими элементами важно обеспечить зазор, что решается путем расположения газетной бумаги. Для вторичной обмотки трансформатора характерно наматывание витков в несколько слоев. На вторичную обмотку трансформатора необходимо укладывать три слоя проводов, а между ними устанавливаются прокладки из фторопласта. Между обмотками важно расположить усиленный изоляционный слой, который позволит избежать пробоя напряжения на вторичную обмотку. Необходимо установить конденсатор напряжением не менее 1000 Вольт.

Трансформаторы для вторичной обмотки от старых телевизоров
Чтобы обеспечить циркуляцию воздуха между обмотками, необходимо оставить воздушный зазор. На ферритовом сердечнике собирается трансформатор тока, который включается в цепь к плюсовой линии. Сердечник необходимо обмотать термобумагой, поэтому в качестве этой бумаги лучше всего использовать кассовую ленту. Выпрямительные диоды крепятся к алюминиевой пластине радиатора. Выходы этих диодов следует соединить неизолированными проводами, сечение которых составляет 4 мм.
3) Инверторный блок. Главным предназначением инверторной системы — это преобразование постоянного тока в переменный с высокой частотой. Для обеспечения повышения частоты и применяют специальные полевые транзисторы. Ведь именно транзисторы работают на открытие и закрытие с высокой частотой.
Рекомендуется использовать не один мощный транзистор, а лучше всего реализовывать схему на основании 2 менее мощных. Это нужно для того, чтобы иметь возможность стабилизации частоты тока. В схеме не обойтись и без конденсаторов, которые соединяются последовательно и дают возможность решить такие проблемы:

Инвертор на алюминиевой пластине
4) Система охлаждения. На стенке корпуса следует установить вентиляторы охлаждения, а для этого можно использовать компьютерные кулера. Необходимы они для того, чтобы обеспечить охлаждение рабочих элементов. Чем больше вентиляторов будет использовано, тем лучше. В частности, обязательно требуется установить два вентилятора для обдува вторичного трансформатора. Один кулер будкт обдувать радиатор, тем самым не допуская перегрева рабочих элементов — выпрямительных диодов. Диоды монтируются на радиаторе следующим образом, как показано на фото ниже.

Выпрямительный мост на радиаторе охлаждения
Рекомендуется воспользоваться таким вспомогательным элементом, как термодатчик.
Фото терморегулятора
Его рекомендуется устанавливать на самом нагревающемся элементе. Этот датчик будет срабатывать при достижении критической температуры нагрева рабочего элемента. При его срабатывании будет отключаться питание инверторного устройства.

Мощный вентилятор для охлаждения инверторного устройства
При работе инверторная сварка очень быстро нагревается, поэтому наличие двух мощных кулеров является обязательным условием. Эти кулеры или вентиляторы располагаются на корпусе устройства, чтобы они работали на вытяжку воздуха.
Поступать свежий воздух в систему будет благодаря отверстиям в корпусе устройства. В системном блоке эти отверстия уже имеются, а если вы используете любой другой материал, то не забудьте обеспечить приток свежего воздуха.
5) Пайка платы является ключевым фактором, так как именно на плате основывается вся схема. На плате диоды и транзисторы важно устанавливать на встречном направлении друг к другу. Плата монтируется непосредственно между радиаторами охлаждения, с помощью чего соединяется вся цепь электроприборов. Питающая цепь рассчитывается на напряжение 300 В. Дополнительное расположение конденсаторов емкостью 0,15 мкФ дает возможность сброса избыточной мощности обратно в цепь. На выходе трансформатора располагаются конденсаторы и снабберы, с помощью которых осуществляется гашение перенапряжений на выходе вторичной обмотки.
6) Настройка и отладка работы. После того, как инверторная сварка будет собрана, потребуется провести еще несколько процедур, в частности, настроить функционирование агрегата. Для этого следует подключить к ШИМ (широтно-импульсный модулятор) напряжение в 15 Вольт и запитать кулер. Дополнительно включается в цепь реле через резистор R11. Реле включается в цепь для того, чтобы избежать скачков напряжения в сети 220 В. Обязательно важно провести контроль за включением реле, после чего подать питание на ШИМ. В результате должна наблюдаться картина, при которой должны исчезнуть прямоугольные участки на диаграмме ШИМ.
Устройство самодельного инвертора с описанием элементов
Судить о правильности соединения схемы можно в том случае, если во время настройки реле выдает 150 мА. В случае, когда же наблюдается слабый сигнал, то это говорит о неправильности соединения платы. Возможно, имеется пробой одной из обмоток, поэтому для устранения помех потребуется укоротить все питающие электропровода.

Инверторная сварка в корпусе системного блока от компьютера
Проверка работоспособности устройства
После проведения всех сборочных и отладочных работ остается только провести проверку работоспособности получившегося сварочного аппарата. Для этого запитывается прибор от электросети 220 В, затем задается высокие показатели силы тока и по осциллографу осуществляется сверка показаний. В нижней петле напряжение должно быть в переделах 500 В, но не более 550 В. Если все выполнено правильно со строгим подбором электроники, тогда показатель напряжения не превысит значения в 350 В.
Итак, теперь можно проверить сварку в действии, для чего используем необходимые электроды и осуществляем раскраивание шва до полного выгорания электрода. После этого важно проконтроллировать температуру трансформатора. Если трансформатор попросту закипает, тогда схема имеет свои недочеты и лучше далее не продолжать рабочий процесс.
После раскраивания 2-3 швов радиаторы нагреются до высокой температуры, поэтому после этого важно дать возможность им остыть. Для этого достаточно 2-3 минутной паузы, в результате чего температура понизится до оптимального значения.

Проверка сварочного аппарата
Как пользоваться самодельным аппаратом
После включения в цепь самодельного аппарата, контроллер в автоматическом режиме задаст определенную силу тока. При напряжении провода менее 100 Вольт, то это говорит о неисправности устройства. Придется разобрать аппарат и снова повторно провести проверку правильности сборки.
С помощью такого вида сварочных аппаратов можно осуществлять спайку не только черных, но и цветных металлов. Для того чтобы собрать сварочный аппарат, потребуется не только владение основами электротехники, но и свободное время для реализации задумки.
Инверторная сварка — незаменимая вещь в гараже у любого хозяина, поэтому если вы еще не обзавелись таким инструментом, то вы можете сделать его самостоятельно.
instrument-blog.ru
схема и описание. Ремонт сварочных инверторов своими руками :: SYL.ru
Все сварочные приборы сделаны одинаково. Везде применяется схема, где в качестве переключателей выступают мощные полевые транзисторы. В магазинах можно найти большой ассортимент этих аппаратов. Однако стоимость их нередко очень велика. Поэтому многие решают сделать сварочный инвертор своими руками. Для работы дома, в гараже и на даче вполне можно обойтись электродуговой сваркой. Ее делают при помощи трансформаторного или инверторного прибора.
Трансформаторный тип надежен и долговечен. Он может работать при любом токе. Но есть у него два больших минуса: при падении напряжения ниже двухсот вольт он автоматически выключается. И еще он имеет большой вес.
Инверторный аппарат изобрели недавно. Об этом типе сварочных приборов и расскажет данная статья.
Преимущества и недостатки инверторного прибора
Плюсами являются следующие параметры:
- Вес - не более пяти килограмм. Это является неоспоримым преимуществом, потому что дает возможность легко перевозить его или просто передвигать в рамках мастерской.
- Он способен продолжать работать даже при падении напряжения, не выключаясь, как трансформаторный прибор.
- Аппарат функционирует при постоянном и переменном токе.
Условными минусами можно назвать:
- Высокую стоимость прибора.
- Его необходимо периодически очищать его от пыли.
Но ввиду того, что аппарат будет изготавливаться своими руками, первый минус не столь актуален. Периодический уход необходим за любым устройством, поэтому очистка будет гарантией его бесперебойной работы.
Также для функционирования прибора необходимо приобрести специальные навыки и быть осторожным при его эксплуатации.
Что необходимо для изготовления?
Трансформатор от обычной микроволновой печи прекрасно подойдет для того, чтобы изготовить простой сварочный инвертор своими руками. Он состоит из катушек, железа, эмали и медного провода.
Катушки используются первичной и вторичной обмотки, а покрытый эмалью медный провод намотан на железную сердцевину.
В каждой катушке есть свое количество витков. Первичная обмотка необходима для работы электрической сети, а во вторичной, благодаря индукции, происходит образование тока.
Ток может достигать ста тридцати ампер, но на первичной обмотке будет всего двадцать ампер. Для хорошего сварочного соединения требуются электроды не более трех миллиметров в диаметре. Такой аппарат может выполнять сварку при обратной полярности.
Уменьшение количества витков
Чтобы сварочный инвертор, своими руками созданный, нормально работал, нужно уменьшить напряжение (так как трансформатор микроволновки дает свыше двух тысяч вольт) и нарастить значение тока.
С этой целью вторичная обмотка перематывается другим проводом, который покрыт эмалью. Для этого аккуратно разрезается и удаляется старая обмотка. Число витков и сечение нового провода зависят от применяемого трансформатора. Но подсчитать его не составит никакого труда. Любой учебник физики сможет в этом помочь. Как вариант - воспользоваться онлайн-калькулятором. По окончании работы новую обмотку покрывают специальным токоизоляционным лаком.
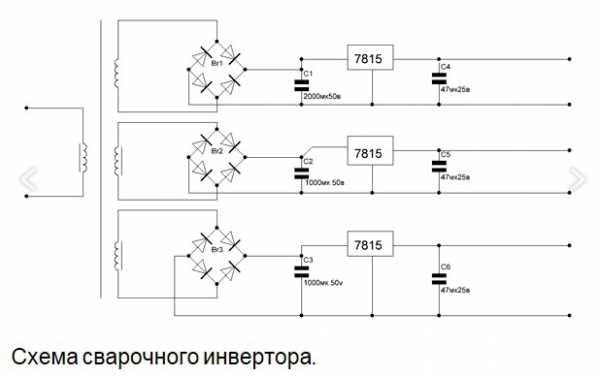
Схемы сварочных инверторов, своими руками сделанных
Нижеследующие схемы помогут лучше понять принцип работы прибора. Изучите их внимательно.


Сборка
Чтобы самодельный сварочный инвертор, своими руками сделанный, был удобен в эксплуатации и его можно было транспортировать, ему потребуется корпус. Туда и будут монтировать все детали.
Трансформаторы крепятся один за другим, при этом происходит уменьшение тока до пятидесяти ампер. Обмотки первичные монтируются параллельно, а вторичные - последовательно. Таким образом, получится устройство с нагрузкой в шестьдесят ампер и тридцать восемь вольт на выходе.
Детали устанавливаются на заводскую плату. При этом фиксация блока питания, драйверов и платы производится отдельно. Силовая часть отделяется металлическим листом, присоединенным к корпусу, от платы. Соединяются управляющие проводники.
Все силовые дорожки должны быть армированы при помощи медной проволоки.
Для отвода тепла крепится специальный радиатор. От его качества зависит долговечность всего устройства.
Сопротивление для блока питания выбирается такое, чтобы было питание в двадцать вольт. Входные выпрямители должны иметь достаточно мощные радиаторы.
В корпус вставляется термический датчик для фиксации максимальной температуры.
Блоком управления служит ШИМ-контроллер с одним каналом настройки. Его назначением является обеспечение горения дуги и стабильность работы. Вмонтированный конденсатор будет влиять на силу сварочного тока.
Особенности системы охлаждения
В будущий сварочный инвертор своими руками монтируются с обеих сторон два вентилятора. Благодаря им вытягивается воздух. Для его поступления снизу корпуса просверливают до нескольких десятков сквозных отверстий.
Назначение аппарата
Такой сварочный инвертор, своими руками сделанный, использовать гораздо удобнее и проще, чем трансформаторный прибор. К тому же качество шва у него получается лучше. Его используют при сварке:
- Цветного металла.
- Черного металла.
- Тонких стальных листов.
- Нержавейки.
Детали для устройства
После того как схемы сварочных инверторов, своими руками создаваемых, конструкция и сборка изучены и понятны, переходите к покупке деталей для устройства. Их можно приобрести в магазинах, но лучше воспользоваться интернетом, так как на виртуальных площадках гораздо больший выбор, да и стоимость деталей ниже.
Однако в погоне за дешевизной нельзя забывать об их надлежащем качестве, потому что от этого зависит не только хорошая работа, но и безопасность в целом.
Итак, необходимо приобрести:
- блок питания;
- силовые агрегаты;
- скотч.
- драйверы.
Также потребуется купить и другие аксессуары, такие, как держак, кабель и прочее.
Ремонт сварочных инверторов своими руками

Сварочный прибор необходимо правильно эксплуатировать и периодически осматривать. Если будут обнаружены неполадки, нужно производить ремонт сварочных инверторов (своими руками это сделать вполне реально).
С этой целью при плохом контакте все детали разъединяются, прочищаются сами и их поверхность, а затем соединяются снова.
Если имеется малая нагрузка сети, но устройство потребляет большой ток, то причиной является замыкание витков. Для устранения неполадки необходимо перемотать катушки и заменить изоляцию.
Если сварочная дуга постоянно исчезает, то причиной этого являются пробои обмотки.
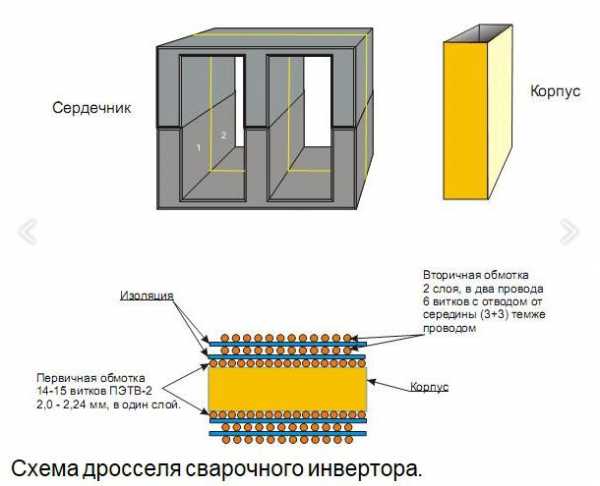
Сварочный инвертор полуавтомат (своими руками сделанный) Помелова В.Н. Преимущества
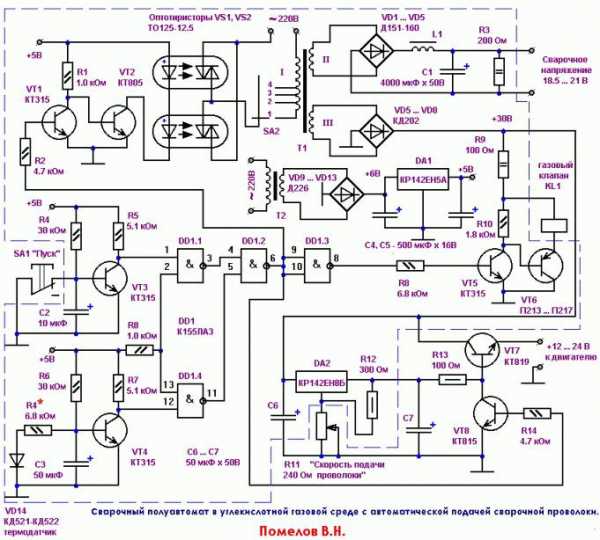
Это устройство подходит для аккуратной и быстрой точечной сварки. При сварке в среде углекислого газа очень малая зона подпадает под термическое влияние, при окрашенной детали краска выгорит лишь узкой полоской, расплавление электродной проволоки происходит очень быстро, и даже если детали имеют различную толщину, шов будет таким же качественным. Кроме того, углекислый газ легче достать, чем ацетилен и кислород, а сварка осваивается достаточно легко.
Конструкция
Базой прибора является трансформатор Т1 для сварки, который подключается к сети в двести двадцать вольт (включается нажатием на кнопку «Пуск», которая подключена к каскаду VT3).
К такому же ключу VT4 подключен диод из кремния VD14, который можно закрепить как термодатчик при продолжительной работе. Но если прибор не будет перегреваться, то без него можно спокойно обойтись.
ИМС DD1 155ЛАЗ обеспечивает все фазы сигналов для выходных узлов. Она питается так же, как и VS1, VT1, VS2, VT2, VT3 и 4 напряжением пять вольт от выпрямителя.
Мощные выпрямительные диоды могут быть Д151-160, Д160-200, В200-6, В2-200-9.
В подборе других элементов вопросов возникнуть не должно.
Сварочный трансформатор имеет мощность от двух с половиной до трех киловатт при медной проволоке шесть на восемь миллиметров во вторичной обмотке, стержневом магнитопроводе для напряжения в двадцать один вольт и токе в сто двадцать ампер.
Одна и другая обмотки мотаются симметрично, конец одной обмотки обязательно соединяется с началом другой. Провод для этого используется двух с половиной миллиметров в диаметре.
На двигатель с прорезью наматывается дроссель L1 сварочным кабелем. У конденсатора С1 емкость четыре тысячи мкФ.
Держак состоит из резинового шланга с примерным диаметром в три сантиметра. По нему подается углекислый газ. С одной стороны шланга находится разъем со штуцером, контактами, отверстием и гайкой, которая крепит весь разъем. С другой стороны — ручка с переключателем и трубка с наружной резьбой, где монтируется наконечник.
Почти все узлы схемы расположены в корпусе. Остальные размещены следующим образом:
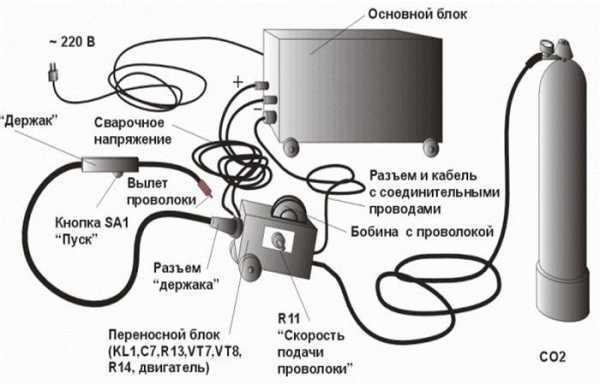
Сделать сварочный инвертор своими руками совсем несложно. Нужны лишь желание и небольшое усердие для реализации задуманного.
www.syl.ru
Схема сварочного инвертора
Схема сварочного инвертора применяется для сварки с использованием штучного электрода. Для оборудования самого начального уровня чаще применима небольшая нагрузка у индивидуальных предпринимателей или же просто у обычных людей в бытовых нуждах. Такие простенькие агрегаты не пригодны для использования в производстве. Приводимая микросхема используется для ремонта этих устройств своими руками.

Устройство инверторного сварочного аппарата.
Для начала познакомимся с основными требованиями, которые устанавливаются для инверторных источников тока для сварки самого простого, бытового уровня. К ним относятся:
- Работа оборудования должна осуществляться от однофазной сети частотой 220/50 Герц (Гц).
- Аппарат должен иметь возможность использовать штучные электроды, диаметр которых 1,6 до 3,25 мм.
- Доступная стоимость, минимальный вес и габариты.
- Ремонт такого агрегата должен быть доступен в обычных мастерских или же своими руками.
Аппараты для сварных работ с подобными характеристиками получили широкое применение в быту. И их сборка или же ремонт производится в соответствии с принципиальной схемой к сварочному инвертору и в точном соответствии с прилагаемой инструкцией к оборудованию. Особенно это касается случаев ремонта оборудования дома.
Описание некоторых деталей схемы инвертора
Способы подключения сварочного инвертора.
Описывая схему бытового устройства для сварки металла, стоит заострить внимание на которых деталях. Понятно, что всю координацию работы этого преобразователя осуществляет микросхема и ее главный элемент — ШИМ-контроллер.
С точки зрения схемотехнических особенностей инверторного сварочного аппарата выбор используемой в ШИМ-контроллере микросхемы напрямую зависит от того, какие функции выполняет конкретное устройство. В любой электрической схеме соединение двух или нескольких компонентов осуществляет деталь, которая называется мост. Но, помимо связующей функции, эта часть микросхемы несет еще и некоторые дополнительные функции в работе, которую выполняет вся электрическая схема сварочного инвертора.
Вернуться к оглавлению
Некоторые конструкционные особенности бытового инвертора для сварки
Не будет лишним сказать, что при использовании инверторного сварочного аппарата удается получить высококачественные сварные швы и при этом не затратить много усилий оператора сварки. К тому же работа с таким оборудованием очень комфортна и продуктивна. Да и сборка этого устройства своими руками по типовому чертежу самого обычного агрегата не представит особого труда.
Промышленные трансформаторные преобразователи в своем строении более электротехничны.
Напротив, глядя на принципиальную схему сварочного аппарата, можно увидеть, что он является электронным устройством.
Блок-схема полумостового инвертора..
При ремонте такого оборудования нужно следовать схемам сварочных инверторов. Для диагностики неисправностей и ремонта этого механизма необходимо последовательно выполнить проверку:
- состояния стабилитронов;
- транзисторов;
- диодов;
- резисторов.
При обнаружении неисправностей в конструкции нужно выполнить ремонт по чертежам устройства аппарата для таких технических работ.
Вернуться к оглавлению
Коротко в итоге
Подробнее описывать конструкционные особенности всех типов механизмов этого типа не имеет смысла, поскольку существует большое количество специальной литературы по этому вопросу.
Целью же этого обзора было лишь ознакомление читателей с принципиальным строением инверторного сварочного аппарата и его некоторыми основными узлами.
expertsvarki.ru
Электрическая схема сварочного инвертора
В статье представлен обзор схемотехники силовой части источников сварочного тока инверторного типа, рассмотрены общие принципы работы, недостатки и преимущества каждой из схем. Приведены несколько запатентованных способов стимулирования зажигания дуги, представлена синтезированная типовая структурная схема инверторного сварочного аппарата. Инверторные преобразователи напряжения на мощности от единиц ватт до десятков киловатт давно и успешно применяются при построении источников питания различного назначения. Особенностью этого класса преобразователей является работа на статическую нагрузку. В последнее десятилетие прошлого века инверторные преобразователи стали применяться при построении электросварочных аппаратов, где нагрузкой является сварочная дуга. Если первые модели таких инверторов выполнялись на тиристорах, то сейчас в качестве коммутирующих активных элементов применяются исключительно силовые МДП транзисторы. Абсолютное большинство сварочных инверторов предназначено для осуществления сварки на постоянном токе. Их структурная схема представлена на рис. 1 Рис. 1. Структура электросварочного аппарата инверторного типа.1 – входной выпрямитель с емкостным накопителем энергии;2 – инверторный модуль;3 – выходной выпрямитель. При питании от однофазной сети бестрансформаторный входной выпрямитель заряжает накопительную емкость до напряжения величиной около 300В. Инверторный модуль, выполненный на ключевых активных элементах, осуществляет преобразование энергии постоянного тока в энергию тока высокой частоты с последующим его выпрямлением для питания сварочной дуги. Причем частота преобразования составляет несколько десятков килогерц. Инверторный модуль кроме ключевых элементов и системы управления ими обязательно содержит высокочастотный импульсный трансформатор. Понятно, что схемотехническое построение нверторного модуля во многом определяет качественные и количественные параметры всего сварочного аппарата. Анализ схемотехнического построения (топологии) сварочных инверторов зарубежных и отечественных производителей дает основание полагать, что число вариантов таких решений весьма ограниченно и все их можно разделить на однотактные и двухтактные. Однотактные схемы формируют импульсы одной полярности, двухтактные - двухполярные импульсы. Во всех схемах транзисторы работают в ключевом режиме, причем время включенного состояния может регулироваться, что дает возможность изменять величину нагрузочного тока. Наиболее распространенные схемотехнические решения инверторных модулей представлены на рис. 2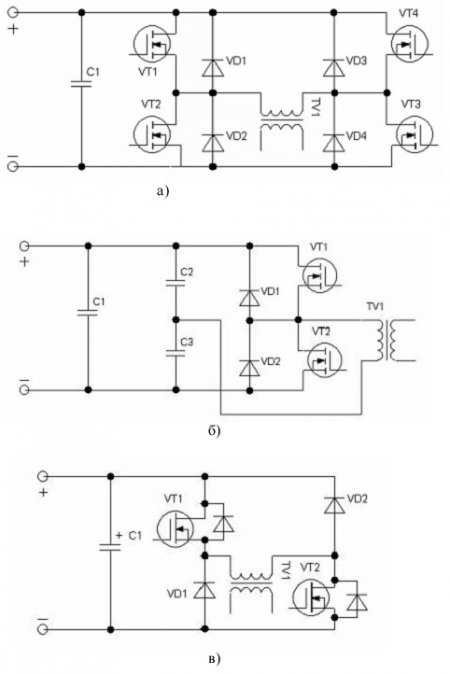 Рис. 2. Схемы инверторных модулей сварочных аппаратова) Двухтактная схема – «полный мост»б) Двухтактная схема – «полумостовая схема»в) Однотактная схема – «косой полумост» В двухтактной мостовой схеме формирование двухполярных импульсов происходит за счет попарного отпирания транзисторов (VT1 и VT3), (VT2 и VT4). При номинальной мощности нагрузки через транзисторы протекает лишь половина полного тока моста, а напряжение на каждом из них составляет половину напряжения на емкости С. Однако здесь требуется обеспечить полную симметрию плеча моста для исключения возможности протекания через первичную обмотку трансформаторе тока подмагничивания. Кроме того, для предотвращения опасности сквозного короткого замыкания через транзисторы необходимо задать некоторое «мертвое время», т.е. паузу между началом процесса отключения одной пары транзисторов и включения другой. В полумостовой схеме за счет наличия емкостного делителя (С2, С3) напряжение на каждом из транзисторов и на первичной обмотке трансформатора составляет 0.5Uвх т.е при питании схемы от бестрансформаторного сетевого выпрямителя оно не превышает 150В. Обеспечение сварочного тока величиной 120 – 150 А при относительном малом коэффициенте трансформации приводит к необходимости применения мощных транзисторов (либо их группового соединения) и увеличению тока, потребляемого из питающей сети. В такой схеме так же необходимо задавать «мертвое время». Косой полумост является однотактным инвертором. Транзисторы VT1 VT2 открываются и закрываются одновременно и здесь нет опасности сквозного КЗ. На транзисторах в запертом состоянии напряжение не превышает 0,5 Uвх. Энергия выбросов, возникающих при запирании транзисторов, сбрасывается во входную емкость С через диоды VD1 и VD2. Недостатком схемы является подмагничивание сердечника трансформатора постоянной составляющей выходного тока. Эту проблему можно решить, например, путем изготовления сердечника с зазором или выбором магнитного материала сердечника с большими значениями индукции насыщения. Схема позволяет без увеличения напряжения на транзисторах и при приемлемом значении потребляемого из сети тока за счет увеличения коэффициента трансформации получить требуемое значение выходного тока. Схема проста в управлении, не требовательна к жесткому симметрированию плеч, исключает возможность возникновения «сквозного тока», обеспечивает высокий КПД за счет рекуперации энергии. Поэтому она нашла широкое применение в сварочных инверторах. Проектирование сварочных инверторов имеет ряд особенностей. Одна из них заключается в необходимости надежного возбуждения электрической дуги. Известно, что при ручной сварке в воздушной среде на постоянном токе или на токе промышленной частоты напряжение холостого хода должно быть порядка 60-90В. В сварочных аппаратах максимальное значение напряжения холостого хода и номинальное значение сварочного тока связаны между собой и обусловлены свойствами силового контура инвертора. Учитывая, что при питании инвертора от бестранформаторного выпрямителя входное напряжение не может быть больше 310В, при Uхх порядка 70В – 80В коэффициент трансформации по напряжению (и по току) не может быть больше 4,5. При таком коэффициенте трансформации и сварочном токе 150-160А потребляемый из сети ток будет порядка 40А, что при использовании бытовой сети недопустимо. Поэтому разработчики сварочных аппаратов ищут различные способы стимулирования зажигания дуги при высоком значении коэффициента трансформации сварочного трансформатора. Для зажигания дуги необходимо осуществить ионизацию разрядного промежутка. Сделать это можно повышением напряжения холостого хода, стимулированием промежутка высоковольтными импульсами от отдельного генератора, воздействием маломощного лазерного луча, применением вольтодобавочных схем и др. Так, предложено ввести в схему полумостового инвертора дополнительную ёмкость С4 и диод VD1 (рис. 3). При работе инвертора на холостом ходу за счёт добротности первичного контура трансформатора ёмкость С4 заряжается до напряжения, превышающего выходное напряжение сетевого выпрямителя. При зажигании дуги добротность силового контура падает, подзаряд ёмкости С4 прекращается, и напряжение на ней определяется только выходным напряжением выпрямителя. Авторы изобретения утверждают, что такое решение позволяет при питании от однофазной цепи получать токи сварки для использования электродов с диаметром до 4 мм при напряжении холостого хода 70-75 В.
Рис. 2. Схемы инверторных модулей сварочных аппаратова) Двухтактная схема – «полный мост»б) Двухтактная схема – «полумостовая схема»в) Однотактная схема – «косой полумост» В двухтактной мостовой схеме формирование двухполярных импульсов происходит за счет попарного отпирания транзисторов (VT1 и VT3), (VT2 и VT4). При номинальной мощности нагрузки через транзисторы протекает лишь половина полного тока моста, а напряжение на каждом из них составляет половину напряжения на емкости С. Однако здесь требуется обеспечить полную симметрию плеча моста для исключения возможности протекания через первичную обмотку трансформаторе тока подмагничивания. Кроме того, для предотвращения опасности сквозного короткого замыкания через транзисторы необходимо задать некоторое «мертвое время», т.е. паузу между началом процесса отключения одной пары транзисторов и включения другой. В полумостовой схеме за счет наличия емкостного делителя (С2, С3) напряжение на каждом из транзисторов и на первичной обмотке трансформатора составляет 0.5Uвх т.е при питании схемы от бестрансформаторного сетевого выпрямителя оно не превышает 150В. Обеспечение сварочного тока величиной 120 – 150 А при относительном малом коэффициенте трансформации приводит к необходимости применения мощных транзисторов (либо их группового соединения) и увеличению тока, потребляемого из питающей сети. В такой схеме так же необходимо задавать «мертвое время». Косой полумост является однотактным инвертором. Транзисторы VT1 VT2 открываются и закрываются одновременно и здесь нет опасности сквозного КЗ. На транзисторах в запертом состоянии напряжение не превышает 0,5 Uвх. Энергия выбросов, возникающих при запирании транзисторов, сбрасывается во входную емкость С через диоды VD1 и VD2. Недостатком схемы является подмагничивание сердечника трансформатора постоянной составляющей выходного тока. Эту проблему можно решить, например, путем изготовления сердечника с зазором или выбором магнитного материала сердечника с большими значениями индукции насыщения. Схема позволяет без увеличения напряжения на транзисторах и при приемлемом значении потребляемого из сети тока за счет увеличения коэффициента трансформации получить требуемое значение выходного тока. Схема проста в управлении, не требовательна к жесткому симметрированию плеч, исключает возможность возникновения «сквозного тока», обеспечивает высокий КПД за счет рекуперации энергии. Поэтому она нашла широкое применение в сварочных инверторах. Проектирование сварочных инверторов имеет ряд особенностей. Одна из них заключается в необходимости надежного возбуждения электрической дуги. Известно, что при ручной сварке в воздушной среде на постоянном токе или на токе промышленной частоты напряжение холостого хода должно быть порядка 60-90В. В сварочных аппаратах максимальное значение напряжения холостого хода и номинальное значение сварочного тока связаны между собой и обусловлены свойствами силового контура инвертора. Учитывая, что при питании инвертора от бестранформаторного выпрямителя входное напряжение не может быть больше 310В, при Uхх порядка 70В – 80В коэффициент трансформации по напряжению (и по току) не может быть больше 4,5. При таком коэффициенте трансформации и сварочном токе 150-160А потребляемый из сети ток будет порядка 40А, что при использовании бытовой сети недопустимо. Поэтому разработчики сварочных аппаратов ищут различные способы стимулирования зажигания дуги при высоком значении коэффициента трансформации сварочного трансформатора. Для зажигания дуги необходимо осуществить ионизацию разрядного промежутка. Сделать это можно повышением напряжения холостого хода, стимулированием промежутка высоковольтными импульсами от отдельного генератора, воздействием маломощного лазерного луча, применением вольтодобавочных схем и др. Так, предложено ввести в схему полумостового инвертора дополнительную ёмкость С4 и диод VD1 (рис. 3). При работе инвертора на холостом ходу за счёт добротности первичного контура трансформатора ёмкость С4 заряжается до напряжения, превышающего выходное напряжение сетевого выпрямителя. При зажигании дуги добротность силового контура падает, подзаряд ёмкости С4 прекращается, и напряжение на ней определяется только выходным напряжением выпрямителя. Авторы изобретения утверждают, что такое решение позволяет при питании от однофазной цепи получать токи сварки для использования электродов с диаметром до 4 мм при напряжении холостого хода 70-75 В. 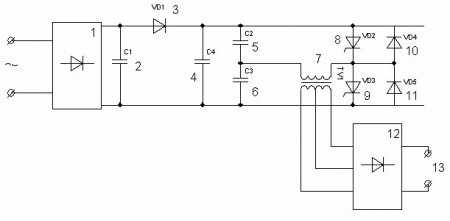 Рис.3 Сварочный источник питания по патенту № 2053069 Интересное решение для стимулирования зажигания дуги путем ионизации разрядного промежутка предложено в [2]. Сварочный ток здесь представляет собой последовательность однополярных прямоугольных импульсов следующих с частотой ультразвукового частотного диапазона. На переднем и заднем фронтах этих импульсов за счет имеющих место в сварочном трансформаторе паразитных резонансных контуров формируются высокочастотные затухающие колебания достаточно большой амплитуды (рис. 4).
Рис.3 Сварочный источник питания по патенту № 2053069 Интересное решение для стимулирования зажигания дуги путем ионизации разрядного промежутка предложено в [2]. Сварочный ток здесь представляет собой последовательность однополярных прямоугольных импульсов следующих с частотой ультразвукового частотного диапазона. На переднем и заднем фронтах этих импульсов за счет имеющих место в сварочном трансформаторе паразитных резонансных контуров формируются высокочастотные затухающие колебания достаточно большой амплитуды (рис. 4). 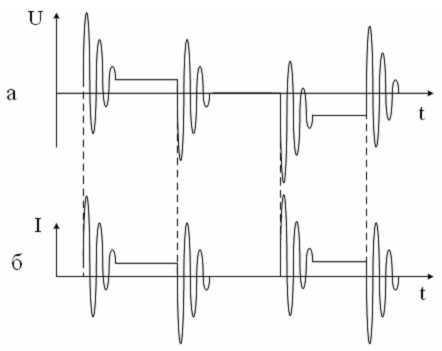 Рис. 4. Эпюры напряжения и тока в схеме по патенту № 2253551 [2].а – напряжение на первичной обмотке трансформатора инвертораб –форма сварочного тока Авторы утверждают, что за счет такой формы сварочного тока обеспечивается непрерывная ионизация газового промежутка между электродами, поэтому достигается «чрезвычайно высокая стабильность горения дуги». Такой процесс сварки авторы назвали электро-импульсным. При всей заманчивости этого способа, на наш взгляд, он имеет ряд недостатков. Во-первых, из-за большой частоты следования импульсов (50-70кГц) сварка фактически осуществляется на квазипостоянном токе со всеми присущими ему недостатками. Во-вторых значительная амплитуда напряжения ударного возбуждения создает опасность повреждения ключевых транзисторов, которые и так работают в предельных режимах по току и напряжению. Поэтому к такому способу возбуждения дуги следует относится с осторожностью. В сварочных инверторах ключевые элементы работают в импульсном режиме с ШИМ регулированием. Спектр тока такой последовательности импульсов весьма широк и достигает по разным оценкам 20 МГц. А поскольку токи в сварочном источнике и сварочных кабелях значительны, амплитуда высокочастотных так же может быть значительной, что создает опасность передачи радиопомех в питающую сеть и окружающую среду. Поэтому в большинстве импульсных источников на входе устанавливаются сетевые фильтры, задача которых – предотвращение попадания помех в питающую сеть. Менее проработаны вопросы снижения радиоизлучения сварочных кабелей. Почему-то считается, что если на выходе импульсного источника стоит диодный выпрямитель, то никаких высокочастотных составляющих в сварочном токе быть не должно. Однако у диодов существует время обратного восстановления, поэтому утверждение, что сварочные кабели (до и сама дуга) не являются источниками высокочастотных помех, преждевременно. Кроме того, в моменты зажигания дуги, изменении её длины и обрыве, нагрузка на инверторный преобразователь изменяется в широких пределах. Поэтому режим работы сварочного инвертора является в принципе нестационарным, что создает опасность перегрузки и повреждения транзисторов. Классический прием снижения уровня перенапряжений на транзисторах путем подключения различных демпфирующих цепей далеко не всегда дает нужный эффект. Значительным разнообразием отличаются схемы управления сварочными инверторами. К основным их функциям следует отнести: • формирование импульсов, обеспечивающих надежное отпирание и запирание ключевых транзисторов; • обеспечение возможности регулирования длительности импульсов (ШИМ) при заданной частоте их следования; • возможность задания требуемой величины сварочного тока и его поддержание на заданном уровне в процессе сварки; • защита аппарата от перегрева, перегрузки по току, «залипания» электрода; • исключение токовой перегрузки питающей сети переменного тока при запуске сварочного аппарата. С учетом всех этих требований типовую структурную схему инверторного сварочного аппарата можно представить в виде рис. 5. Сетевой фильтр (1) служит для исключения прохождения помех, возникающих в процессе работы сварочного инвертора, в питающую сеть. Входной выпрямитель с емкостным накопителем (2) необходим для питания инверторного модуля и исключения импульсной нагрузки на питающую сеть. Поскольку емкость накопителя достаточно велика (до 1500 мкФ), чтобы исключить появление пика зарядного тока, первичный заряд осуществляют через управляемый токовый ограничитель, который в процессе нормальной работы аппарата отключается блоком управления зарядом (БУЗ). Инвертор (3) преобразует энергию постоянного напряжения накопителя в энергию импульсов килогерцового диапазона путём использования широтно-импульсной модуляции (ШИМ). Формирование отпирающих импульсов для транзисторов инвертора осуществляется в системе управления состоящей из тактового генератора (10), ШИМ – котроллера (11) и драйвера (12). Требуемая величина сварочного тока задается в блоке задания режима (13) путем установления определенной ширины отпирающих импульсов. Поддержание заданной величины сварочного тока осуществляется по сигналу датчика тока (9). В ряде схем сварочных аппаратов путем задания соответствующего алгоритма управления обеспечивается стабилизация режима сварки за счет поддержания определенного соотношения между сварочным током и напряжением на дуге. Для этого кроме датчика тока вводится еще и датчик напряжения (8). Температурный режим внутри аппарата или его наиболее загруженных узлов контролируется с помощью датчика перегрева (7).
Рис. 4. Эпюры напряжения и тока в схеме по патенту № 2253551 [2].а – напряжение на первичной обмотке трансформатора инвертораб –форма сварочного тока Авторы утверждают, что за счет такой формы сварочного тока обеспечивается непрерывная ионизация газового промежутка между электродами, поэтому достигается «чрезвычайно высокая стабильность горения дуги». Такой процесс сварки авторы назвали электро-импульсным. При всей заманчивости этого способа, на наш взгляд, он имеет ряд недостатков. Во-первых, из-за большой частоты следования импульсов (50-70кГц) сварка фактически осуществляется на квазипостоянном токе со всеми присущими ему недостатками. Во-вторых значительная амплитуда напряжения ударного возбуждения создает опасность повреждения ключевых транзисторов, которые и так работают в предельных режимах по току и напряжению. Поэтому к такому способу возбуждения дуги следует относится с осторожностью. В сварочных инверторах ключевые элементы работают в импульсном режиме с ШИМ регулированием. Спектр тока такой последовательности импульсов весьма широк и достигает по разным оценкам 20 МГц. А поскольку токи в сварочном источнике и сварочных кабелях значительны, амплитуда высокочастотных так же может быть значительной, что создает опасность передачи радиопомех в питающую сеть и окружающую среду. Поэтому в большинстве импульсных источников на входе устанавливаются сетевые фильтры, задача которых – предотвращение попадания помех в питающую сеть. Менее проработаны вопросы снижения радиоизлучения сварочных кабелей. Почему-то считается, что если на выходе импульсного источника стоит диодный выпрямитель, то никаких высокочастотных составляющих в сварочном токе быть не должно. Однако у диодов существует время обратного восстановления, поэтому утверждение, что сварочные кабели (до и сама дуга) не являются источниками высокочастотных помех, преждевременно. Кроме того, в моменты зажигания дуги, изменении её длины и обрыве, нагрузка на инверторный преобразователь изменяется в широких пределах. Поэтому режим работы сварочного инвертора является в принципе нестационарным, что создает опасность перегрузки и повреждения транзисторов. Классический прием снижения уровня перенапряжений на транзисторах путем подключения различных демпфирующих цепей далеко не всегда дает нужный эффект. Значительным разнообразием отличаются схемы управления сварочными инверторами. К основным их функциям следует отнести: • формирование импульсов, обеспечивающих надежное отпирание и запирание ключевых транзисторов; • обеспечение возможности регулирования длительности импульсов (ШИМ) при заданной частоте их следования; • возможность задания требуемой величины сварочного тока и его поддержание на заданном уровне в процессе сварки; • защита аппарата от перегрева, перегрузки по току, «залипания» электрода; • исключение токовой перегрузки питающей сети переменного тока при запуске сварочного аппарата. С учетом всех этих требований типовую структурную схему инверторного сварочного аппарата можно представить в виде рис. 5. Сетевой фильтр (1) служит для исключения прохождения помех, возникающих в процессе работы сварочного инвертора, в питающую сеть. Входной выпрямитель с емкостным накопителем (2) необходим для питания инверторного модуля и исключения импульсной нагрузки на питающую сеть. Поскольку емкость накопителя достаточно велика (до 1500 мкФ), чтобы исключить появление пика зарядного тока, первичный заряд осуществляют через управляемый токовый ограничитель, который в процессе нормальной работы аппарата отключается блоком управления зарядом (БУЗ). Инвертор (3) преобразует энергию постоянного напряжения накопителя в энергию импульсов килогерцового диапазона путём использования широтно-импульсной модуляции (ШИМ). Формирование отпирающих импульсов для транзисторов инвертора осуществляется в системе управления состоящей из тактового генератора (10), ШИМ – котроллера (11) и драйвера (12). Требуемая величина сварочного тока задается в блоке задания режима (13) путем установления определенной ширины отпирающих импульсов. Поддержание заданной величины сварочного тока осуществляется по сигналу датчика тока (9). В ряде схем сварочных аппаратов путем задания соответствующего алгоритма управления обеспечивается стабилизация режима сварки за счет поддержания определенного соотношения между сварочным током и напряжением на дуге. Для этого кроме датчика тока вводится еще и датчик напряжения (8). Температурный режим внутри аппарата или его наиболее загруженных узлов контролируется с помощью датчика перегрева (7). 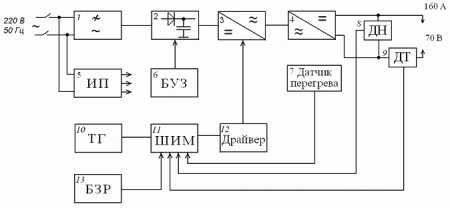 Рис. 5. Типовая структурная схема инверторного сварочного аппарата Путём соответствующего программирования микроконтроллера ряд фирм обеспечивает реализацию дополнительных результатов: форсирование тока при пуске, предотвращение «залипания» сварочных электродов и ряд других функций. Таким образом, повышение уровня «интеллектуальности» схемотехнических решений позволяет создавать сварочную технику с широкими функциональными возможностями.
Рис. 5. Типовая структурная схема инверторного сварочного аппарата Путём соответствующего программирования микроконтроллера ряд фирм обеспечивает реализацию дополнительных результатов: форсирование тока при пуске, предотвращение «залипания» сварочных электродов и ряд других функций. Таким образом, повышение уровня «интеллектуальности» схемотехнических решений позволяет создавать сварочную технику с широкими функциональными возможностями.
Автор: Борисов Д.А., ГОУВПО «Мордовский государственный университет им. Н. П. Огарева», г. Саранск
Кроме статьи "Электрическая схема сварочного инвертора" смотрите также:
nanolife.info