Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
Май 10, 2017 Сварочный аппарат-автомат представляет собой устройство, где сварочная головка объединена со специальным механизмом, который обеспечивает подачу присадочной проволоки вдоль формируемого сварного соединения. Кроме того, здесь предусмотрены конструкции, позволяющие подавать флюс, несколько выносных пультов управления, которые позволяют быстро отрегулировать скорость подачи присадки, силу тока и много других немаловажных параметров, обеспечивающих качественный шов. Мощность аппаратов может серьезно отличаться. Стоит отметить, что автоматические аппараты могут быть специализированными или универсальными. Отличаются эти устройства по ряду признаков, которые, так или иначе, характеризуют их полезные эксплуатационные свойства:Особенности автоматической сварки. Сварочный автомат
Сварочные автоматы — какие они бывают и где применяются?
Разновидности автоматических аппаратов
Технология проведения работ
Если планируется использовать сварочный аппарат-автомат, то в большинстве случаев вместо электродов будет применяться специальная присадочная проволока, которая наматывается на особую катушку. Она закрепляется в подающем механизме и подается в район формирующегося шва при помощи системы роликов. Автоматическая подача производится во многом за счет электрического двигателя.
Перемещение и выпрямление производится внутри данного механизма, после чего проволока попадает в мундштук, через который и выходит к сварной дуге.
В мундштуке дополнительно устанавливается контакт, проводящий электрический ток. Он будет контактировать с присадочной проволокой, за счет чего и станет возникать сварочная дуга. Расстояние между дугой и контактами невелико, поэтому сам процесс перемещения проволоки будет очень похож на технологию работы с коротким электродом, который будет сохранять примерно одинаковую длину в течение всего периода использования.
Рабочее пространство отличается незначительными размерами, особенно у аппаратов марки Leister, поэтому даже очень высокую плотность электрического тока можно направлять на расплавление металла и при этом не опасаться, что проволока или оборудование начнет перегреваться. Главным качеством автоматических аппаратов Ляйстер, как и у большинства других марок, является равномерная подача проволоки за счет надежного механизма, поэтому не придется делать поправку на дугу, изменяющую свою длину. Стоит отметить, что в продаже имеется оборудование фирмы Твинни Т, которое может зажигать дугу самостоятельно, без контакта с соединяемыми заготовками.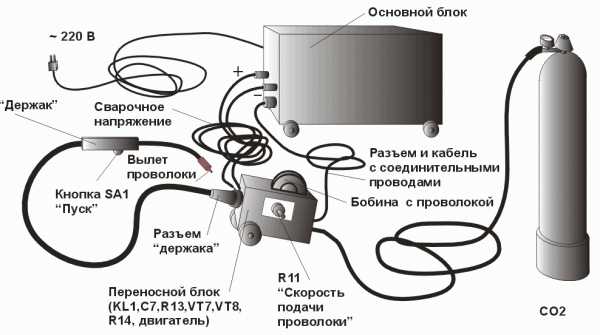
- Скорость подачи присадочной проволоки находится в прямой зависимости от напряжения, под которым работает электрическая дуга, а также от ее плотности. Чем меньшей будет дуга, тем медленнее будет производиться подача расходного материала. Благодаря такому технологическому решению напряжение на дуге остается постоянным в течение всего времени проведения работ. Соответственно, расход проволоки будет оптимальным – не слишком маленьким, но и не слишком большим, что позволяет формировать наиболее качественное сварное соединение;
- Строительные и монтажные работы, осуществляемые при помощи данного оборудования, будут производиться в нормальном режиме даже в случае, если в сети возникнет короткое замыкание. Когда напряжение пропадает присадочный материал резко отводится от соединяемых заготовок. При восстановлении тока, проволока выдвигается и быстро замыкает дугу, делая ее стабильной.
Положительные и отрицательные качества автоматической сварки
Главной эксплуатационной характеристикой автоматического оборудования марок Твинни Т, Telmig 170 и других является максимально высокая производительность, которая в несколько раз выше по сравнению с ручной дуговой или полуавтоматической сваркой.
Кроме того, здесь к минимуму сведена вероятность влияния человеческого фактора. За счет этой особенности сварное соединение получается максимально ровным как в ширину, так и по толщине. Такую сварку очень удобно применять для работы в труднодоступных местах. Не приходится производить регулировку подаваемого на электрод напряжения и скорости его подачи к свариваемым элементам.
Человеку в процессе выполнения сварочных работ не приходится находиться в непосредственном контакте с отравляющими веществами, которые выделяются в процессе сварки, поэтому состояние его здоровья находится вне опасности.
electrod.biz
Сварочные полуавтоматы и автоматы. Сварка
Сварочные полуавтоматы и автоматы
Аргонодуговая сварка неплавящимся или плавящимся электродом производится на постоянном и переменном токе. Установка для ручной сварки постоянным током состоит из сварочного генератора постоянного тока или сварочного выпрямителя, балластного реостата, газоэлектрической горелки, баллона с газом, редуктора и контрольных приборов (амперметра, вольтметра и расходомера газа) (рис. 92).
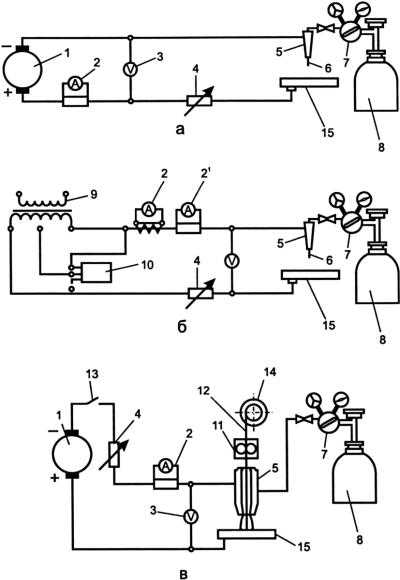
Рис. 92. Электрическая и газовая схемы сварки в защитных газах:
а – неплавящимся электродом в инертных газах на постоянном токе прямой полярности; б – то же на переменном токе; в – плавящимся электродом на постоянном токе обратной полярности; 1 – сварочный преобразователь; 2 – амперметр; 3 – вольтметр; 4 – балластный реостат; 5 – горелка; 6 – вольфрамовый электрод; 7 – редуктор-расходомер для защитного газа; 8 – баллон с защитным газом; 9 – сварочный трансформатор; 10 – осциллятор; 11 – механизм подачи проволоки; 12 – плавящаяся сварочная проволока; 13 – контактор; 14 – катушка с проволокой; 15 – изделие
Источником питания дуги служат сварочные генераторы постоянного тока с жесткой или пологопадающей внешней характеристикой. Для регулирования и получения малых значений сварочного тока и повышения устойчивости горения дуги в сварочную цепь включают балластные реостаты.
Используются газоэлектрические горелки различной конструкции. Наибольшее применение получила горелка типа ЭЗР. Выпускаются горелки типов ЭЗР–66 для сварки током до 150 А, ЭЗР–4–68 – до 500 А и ЭЗР–5–71 – до 80 А.
Электрододержатель типа ЭЗР–3–66 состоит из корпуса, сменного наконечника, рукоятки с устройством включения подачи газа и газо-токоподводящего кабеля. Диаметр сопла сменных наконечников 8 и 10 мм. Они позволяют использовать электроды диаметром 1,5, 2 и 3 мм, рассчитанные на сварочные токи до 150 А. Расход аргона составляет 120–360 л/ч. Масса горелки с газо-токопроводящим кабелем около 3 кг.
Для сварки при больших сварочных токах (до 450 А) применяют также горелки типов АР–10–3 (большая), АР–75, АР–9, снабженные системой водяного охлаждения.
Установка для ручной сварки переменным током состоит из источника питания дуги, осциллятора, балластного реостата, газоэлектрической горелки, баллона с газом, редуктора и контрольных приборов.
Источники питания должны иметь повышенное вторичное напряжение, чтобы обеспечить устойчивое горение дуги. Для этого в сварочную цепь включают два сварочных трансформатора с последовательно включенными вторичными обмотками или применяют трансформатор типа ТСДА с повышенным вторичным напряжением холостого хода.
Осциллятор обеспечивает быстрое и легкое возбуждение и устойчивое горение дуги. Применяют газоэлектрические горелки типов ГРАД–200 и ГРАД–400, отличающиеся легкостью.
Горелка ГРАД–200 массой 0,2 кг допускает сварочные токи до 200 А, а горелка ГРАД–400 массой 0,4 кг – до 400 А.
Применяются установки УДАР–300 и УДАР–500 (номинальный сварочный ток 300 и 500 А). Взамен этих установок выпускаются установки типов УДГ–301 и УДГ–501. Установки типов УДГ–301 и УДГ–501 применяют для сварки сплавов легких металлов в аргоне. Такие установки имеют однофазный силовой трансформатор с неподвижным подмагничиваемым шунтом. Сердечник шунта с обмоткой, питаемой постоянным током, расположен перпендикулярно стержням трансформатора, на которых находятся секции первичной и вторичной обмоток. Два диапазона регулирования сварочного тока получают при параллельном соединении секций обмоток – большие токи и при их последовательном соединении – малые токи. В пределах каждого диапазона плавное регулирование тока осуществляют подмагничиванием шунта, изменяя ток, питающий его обмотку.
Полуавтоматическая сварка неплавящимся электродом производится шланговым полуавтоматом типа ПШВ–1, состоящим из сопла, вольфрамового электрода, корпуса, сварочной проволоки рукоятки, механизма подачи сварочной проволоки. ПШВ–1 предназначен для сварки металлов толщиной 0,5–5 мм. Полуавтомат снабжен электродвигателем, который через редуктор и гибкий вал, проходящий по шлангу, приводит во вращение ролики, расположенные на газоэлектрической горелке. Ролики протягивают по шлангу присадочную проволоку и подают ее в зону дуги. Скорость подачи проволоки диаметром 1–2 мм устанавливается в пределах 5–60 м/ч.
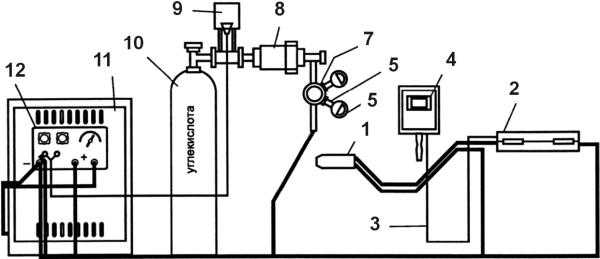
Рис. 93.
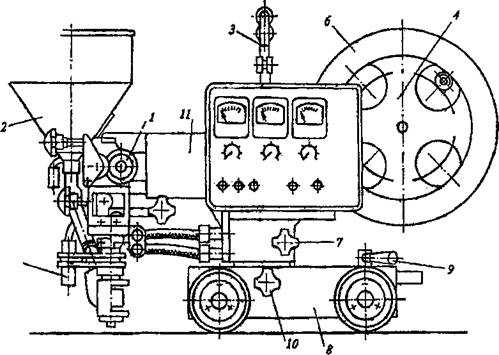
Схема поста полуавтоматической сварки тонкой электродной проволокой в углекислом газе:
1 – держатель; 2 – подающий механизм; 3 – кнопка включения; 4– защитный щиток; 5 – манометр на 6 атмосфер; 6 – переходной штуцер для установки манометра; 7 – редуктор кислородный с манометром высокого давления; 8 – осушитель газа; 9 – подогреватель газа; 10 – баллон с углекислым газом; 11 – сварочный выпрямитель; 12 – пульт управления
Сварку осуществляют постоянным или переменным током с включением в сварочную цепь осциллятора. Полуавтомат позволяет выполнять сварку во всех пространственных положениях шва. Полуавтоматическая сварка плавящимся электродом производится с помощью полуавтоматов типов ПШПА–6, ПШПА–7 и ПШП–9. Первые два типа предназначены для сварки электродной проволокой диаметром 1,6–2,5 мм при сварочном токе до 300 А, а последний тип – для сварки малых толщин проволокой диаметром 0,5–1,2 мм при сварочных токах до 180 А.
Комплект полуавтомата состоит из переносного пульта управления, механизма подачи электродной проволоки с кассетой и газоэлектрической горелки в виде пистолета. Электродная проволока вытягивается из кассеты по шлангу роликами, расположенными в пистолете. Ролики вращаются электродвигателем через редуктор с помощью гибкого привода. Пистолет полуавтомата ПШПА–7 предназначен для сварки многослойных швов деталей из алюминия, магния и их сплавов с толщиной кромки до 100–150 мм. Для предохранения от нагрева пистолет имеет водяное охлаждение. Пистолет состоит из сопла, механизма подачи проволоки, шланга для подачи проволоки, шланга для подвода аргона, проводов управления, рукоятки.
Для сварки в монтажных условиях рекомендуется ранцевый полуавтомат типа ПДГ–304, имеющий ремни для крепления на спине сварщика. Источником питания служит выпрямитель типа ВДГ–301. Сварочный ток – 315 А, диаметр сварочной проволоки 0,8–2,0 мм, скорость подачи проволоки 0,05–0,2 м/с. Масса механизма полуавтомата ПДГ–304–7 кг. Автоматическая сварка может производиться неплавящимся и плавящимся электродами.
Автомат типа УДПГ–300 служит для сварки в защитном газе. В его комплект входят: сварочная головка, механизм подачи проволоки, электродная проволока, кассета с электродной проволокой, кнопка управления, электродвигатель механизма подачи.
Применяются специализированные сварочные тракторы типа АДСП–2 для сварки черных и цветных металлов толщиной 0,8 мм и более.
Автоматы типа АТВ предназначены для сварки труб различного диаметра неплавящимся вольфрамовым электродом и присадочной проволокой диаметром 1,6–2,0 мм.
Сварка в углекислом газе производится полуавтоматическими и автоматическими аппаратами. Полуавтоматическая установка состоит из сварочного преобразователя постоянного тока, газоэлектрической горелки, механизма подачи электродной проволоки, аппаратного шкафа, баллона с углекислым газом, осушителя, подогревателя, редуктора и расходомера. Применяют сварочные преобразователи типов ПСГ–350 или ПСГ–500–2.
Газоэлектрические горелки служат для подвода газа и подачи электродной проволоки в зону дуги и для подвода сварочного тока к электродной проволоке. Они выпускаются различных типов для малых сварочных токов (до 300 А) и для сварки на больших токах (до 1000 А). Последние снабжены водяным охлаждением.
Механизм подачи электродной проволоки используется от полуавтоматов типов ПШПА–6, ПШПА–7. Подача электродной проволоки производится с постоянной скоростью независимо от напряжения дуги.
Аппаратный шкаф содержит электрооборудование, необходимое для подвода сварочного тока и тока цепей управления к соответствующей аппаратуре установки.
Осушитель газа типа РОК–1, начиненный обезвоженным медным купоросом, применяют для удаления влаги из углекислого газа.
Подогреватель с электронагревательным элементом служит для подогрева углекислоты. Это необходимо для предупреждения замерзания редуктора, которое может произойти от понижения температуры газа при редуцировании.
Очень широкое применение получил полуавтомат типа А–547УМ (ПДГ–309), предназначенный для сварки листового материала толщиной до 3 мм во всех пространственных положениях электродной проволокой диаметром 0,8–1,2 мм с постоянным током обратной полярности. Источниками питания дуги являются выпрямители типа ВС–300Б или ВДГ–301. Сварочный ток устанавливается в пределах 60–300 А. Механизм подачи электродной проволоки вмонтирован в чемоданчик и состоит из электродвигателя постоянного тока, роликов и катушки с проволокой. Реостат, включенный в обмотку двигателя, позволяет плавно изменять скорость вращения электродвигателя и тем самым изменять скорость подачи электродной проволоки в пределах 100–340 м/ч. Электродная проволока применяется марок Св–12ГС, Св–08ГС и Св–08Г2С.
Для автоматической сварки применяют специальные сварочные аппараты типов АДПГ–500, АСУ–6 или сварочные тракторы типов АДС–1000–2, ТС–17М, переоборудованные для сварки в углекислом газе.
Поделитесь на страничкеСледующая глава >
info.wikireading.ru
Сварочные автоматы
СВАРКА, РЕЗКА МЕТАЛЛОВ
Сварочный автомат является устройством для производства автоматической сварки. Автомат включает в себя механизм, пода - 54 ющий электродную проволоку, механизм для перемещения, сварочную головку, средства автоматизации.
Конструктивно автоматы могут исполняться в подвесном варианте и на самоходной тележке (сварочные трактора). Автоматы полностью автономны: их система обеспечивает автоматическую подачу защитного газа или флюса в зону горения, регулирует параметры дуги, зажигает сварочную дугу, подает по мере необходимости проволоку в зону горения, перемещает дугу по сварочному шву, направляет горелку строго вдоль шва, защищает зону сварочной дуги от внешней среды, при необходимости гасит сварочную дугу и прекращает подачу флюса или защитного газа.
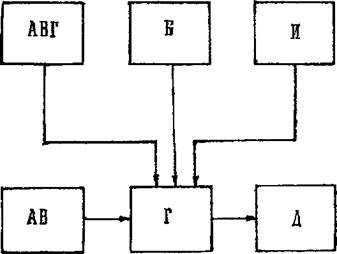
Начнем объяснение устройства сварочного автомата на простейшей схеме (рис. 17). Основные блоки—головка сварочная (Г), аппаратура вспомогательная флюсовая (АВ), аппаратура вспомогательная газовая (АВГ)> блок управления (Б), источник питания сварочной дуги (И). Как и в полуавтоматах, все узлы унифицированы.
|
Рис. 17. Структура сварочного автомата. АВГ — аппаратура вспомогательная газовая; Б —блок управления; И — источник питания; АВ — аппаратура вспомогательная флюсовая; Г — головка сварочная; Д — дуга |
Теперь рассмотрим каждый блок подробнее:
Головка сварочная ■— основная часть автомата. Она представляет собой устройство, которое подает плавящийся электрод в зону горения дуги, осуществляет подвод тока в зону дуги, поддерживает устойчивую электрическую дугу, автоматически прекращает сварочный процесс.
Сварочная головка состоит из следующих узлов: подающего механизма с катушкой, кассетой или бухтой для хранения электродной проволоки, токоподводящего устройства, механизма перемещения электрода относительно шва (суппорта), самоходной тележки, системы управления. Вспомогательная флюсовая или газовая аппаратура, за исключением газового баллона, размещена также на агрегате сварочной головки.
Сварочная головка может перемещаться по специальным направляющим (рельсам) или непосредственно по изделию. Если в конструкции сварочной головки предусмотрен механизм для ее перемещения над свариваемым изделием, такая головка называется самоходной.
Сварочная головка, неподвижно закрепленная на стенде над свариваемым изделием, называется подвесной. В подвесных головках отсутствует механизм их перемещения: относительно дуги обычно перемещается изделие с помощью вспомогательного механизма или стенда, на котором неподвижно закреплена головка.
Подающий механизм сварочной головки подает проволоку в зону горения. Конструктивно эти механизмы (в частности роликовые) аналогичны тем, которые применяются в полуавтоматах. Подающий механизм оснащен устройством, которое выпрямляет поступающую электродную проволоку.
Токоподводящее устройство в головке обычно называется мундштуком (при сварке открытой дугой или под флюсом) или же сварочной горелкой, если сварка осуществляется плавящимся (или неплавящимся) электродом в защитном газе. Мундштуки могут быть четырех модификаций: трубчатые, колодочные, роликовые и сапожковые. Последний — сапожковый мундштук, является уни версальным и есть смысл подробнее остановиться на его устройстве (рис. 18).
Он состоит из токопроводящего наконечника 7, ввернутого
|
Рис 18. Сапожковый мундштук |
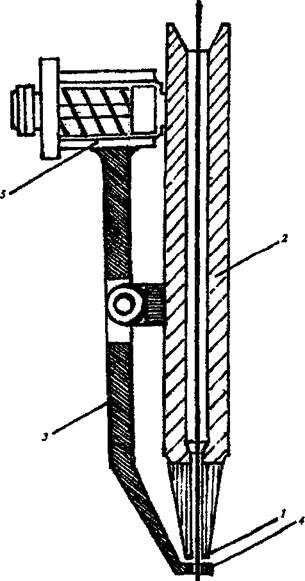
соосно в направляющую трубку 2. На шарнире к трубке 2 прикреплена специальная вилка 3 сапожкового типа, на одном конце имеется износостойкая вставка 4, на другом — прижимной механизм 5, состоящий из пружины и винта.
Для ленточного электрода и порошковой проволоки применяют специальные мундштуки, а для подачи нескольких электродных проволок одновременно — универсальные мундштуки, конструкция которых имеет несущественные отличия от рассмотренных.
Сварочная горелка. В сварочных автоматах применяются два вида горелок: для сварки плавящимися электродами в защитном газе и для сварки неплавящимися электродами тоже в защитном газе.
В случае с плавящимися электродами широко применяется горелка ГПА, корпус которой изготовлен из латуни. Грелка в процессе работы нагревается и для ее охлаждения подводится водо - подвод и имеется водоохлаждающее сопло. Но могут быть горелки ГПА, в которых конструктивно водяное охлаждение не предусмотрено (при режимах кратковременных сварочных циклов).
Если сварка производится неплавящимися электродами, применяется горелка ГНА. Она также может быть как с водяным охлаждением, так и без такового (в зависимости от того, для какого режима сварки изготовлена горелка).
Самоходная тележка сварочного автомата является устройством для перемещения в нужном направлении сварочной головки. Головка может перемещаться и в подвесном варианте. Мы уделим внимание варианту наземного перемещения. Четыре колеса тележки приводятся в движение рабочим или маршевым электродвигателем. На самоходной тележке, в центре, размещен держатель сварочной головки, а по обе стороны от него установлены электродвигатели рабочей и маршевой скорости. Привод тележки соединяется с ее колесами с помощью фрикционной муфты, позволяющей при настройке перемещать тележку вручную. В конструкцию самоходной тележки входит электродвигатель рабочего перемещения, держатель сварочной головки и электродвигатель маршевого перемещения.
Флюсовая и газовая аппаратура. В принципе для автоматической сварки в защитном газе применяется та же газовая аппаратура, что и
при механизированной сварке. Для сварки под флюсом применяется специальная флюсовая аппаратура (рис. 19). Аппаратура компонуется бункером для флюса, шлангом с патрубком для подачи
|
Рис. 19. Флюсовая аппаратура. 1 — бункер для флюса; 2 — шланг для отсоса использованного флюса; 3— патрубок; А— шланг подачи флюса для сварки; 5— циклон; 6— остатки использованного флюса; 7— свариваемая деталь |
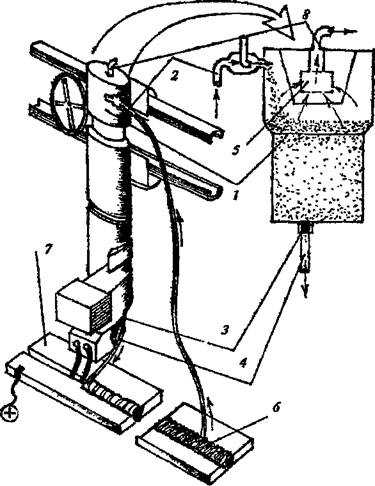
флюса в зону сварки и шлангом для отсоса излишнего флюса. Сам, же бункер для флюса представляет собой емкость, из которой флюс самотеком поступает через патрубок и шланг в зону сварки. Когда сварочный процесс закончен, излишек флюса через шланг снова всасывается в бункер.
Там флюс очищается от воздуха (в циклоне) и снова может быть задействован в сварочном процессе.
Копиры. При сварке с разделкой шва в сварочных автоматах применяются копиры. Широко применяются роликовые копиры, автоматически направляющие электрод по кромке шва.
Контроль положения электрода относительно кромок шва может быть осуществлен и при помощи светового указателя. Но в этом случае необходим визуальный контроль для того, чтобы подкорректировать положение электрода вручную.
Управление сварочным автоматом. Это единая система управления, в которую входит блок управления сварочным процессом, блок управления перемещением сварочной головки, аппаратура контроля параметров сварки, слежения и поиска шва. В настоящее время практически все блоки унифицированы и из них можно собрать любой комплекс управления, который соответствуг ет, конкретным требованиям.
Теперь конкретно о блоках управления. Блок Т-176А. 01 управляет технологией сварки. А именно: управляет сварочной головкой и электродвигателем подающего механизма.
Блок Т-176А. 02 управляет маршевой и рабочей скоростью движущегося автомата. Это относится как к двигателям переменного тока, так и к двигателям постоянного тока.
Сектор управления двигателем постоянного тока обеспечивает реверс, регулирование скорости вращения двигателей маршевого и рабочего движения, торможение.
Сектор логики управления дает команды для управления двигателями переменного и постоянного тока по заданной программе передвижения.
Сектор управления двигателем переменного тока обеспечивает торможение, реверс, токовую защиту электродвигателя суппорта вертикального перемещения.
Блок СУ-155 управляет поиском и слежением по разделке шва (датчик угольный). Блок работает с двигателями постоянного тока серии КПК или КПА.
Физические основы магнитной дефектоскопии. Магнитные методы контроля основаны на обнаружении магнитных потоков рассеяния, возникающих при наличии различных дефектов, в намагниченных изделиях из ферромагнитных материалов (железа, никеля, кобальта и некоторых сплавов). …
Получение и свойства ультразвуковых колебаний. Акустическими вшпама называются механические колебания, рзспро - страняющиеся в упругих средах. Если частота акустических колебаний превышает 20 кГц (т. е. выше порога слышимости для человеческого …
Природа рентгеновского и гамма-излучения. Как и видимый свет, рентгеновское и гамма-излучения представляют собой электромагнитные излучения. Они отличаются длиной волны: длина волны видимого света (4—7)в10‘7м, рентгеновского излучения 6 •Ю13— 10*9 м, …
msd.com.ua
Типы сварочных автоматов
СВАРКА, РЕЗКА МЕТАЛЛОВ
Существующие сварочные автоматы по их назначению и конструктивному исполнению можно разделить на три типа;
1. Сварочные автоматы тракторного типа—серии АДФ (сварка под флюсом) и серии АДГ (сварка под газом), сварочный автомат А-1506 (ТС-44) — (сварка под флюсом), автомат А-1648 (ТС - 43)—сварка толстых изделий под флюсом, малогабаритный автомат А-1711 —сварка в среде углекислого газа.
2. Подвесные сварочные автоматы — серии А-1400 (сварка под флюсом), сюда же относятся и модификации А-1401 и А-1410. Для сварки в среде углекислого газа создан автомат А-1417, для сварки в среде инертного газа—А-1431. Автомат А-1411П (сварка в среде углекислого или инертного газа) имеет увеличенное почти в два раза горизонтальное и вертикальное перемещение сварочной головки (по сравнению с А-1400), автомат АД-111 ведет сварку в среде защитного газа криволинейных и сложных швов. Для сварки титана и его сплавов создан автомат АД-143. Этот автомат может варить швы любой конфигурации.
3. Многодуговые сварочные автоматы конструктивно выполняются как наземного перемещения (тракторные), так и подвесного типа.
К примеру, автомат двухдуговой А-1412 выполнен в подобие»! варианте, адвухдуговой автомат ДТС-38 выполнен на базе сварочного трактора. Трехдуговой автомат А-1373 также расположен на самоходной тележке.
тобы иметь более подробное представление об автомате •дной тележке (тракторного типа), представим его в е на рис. 20. В качестве образца ■>ит из подающего
|
Рис. 20. Сварочный автомат АДФ |
кассеты для электродной проволоки 6, маховиков регулировки положения головки относительно шва 7, 10, самоходной тележки 8, рукоятки сцепления с приводом тележки 9. Для удобства пользования предлагается таблица основных параметров сварочных автоматов на самоходной тележке.
| Основные параметры | АДГ-502 | А-1711 | А-1506 | АДФ-1002 | А - 1648 | АДФ-1602 |
| Масса (кг) | 55 | 20 | 160 | 45 | 56 | 65 |
| Диаметр проволоки (мм) | 1,2-2 | 1,2-1,6 | 3-6 | 2-5 | 3-5 | 3-6 |
| Сварочный ток (амперы) | 500 | 350 | 2000 | 1000 | 1600 | 1600 |
| Скорость подачи проволоки сварки | 120-720 12-120 | 150-450 15—30 | 60-360 1,5—45 | 60-360 12-120 | 60-360 12-120 | 60-360 12—120 |
| Примечание: Автоматы серии АДФ и А-1506, А-1648 — для сварки под флюсом; автоматы серии АДГ и А-1711 — для сварки в среде углекислого газа. |
Сварочный автомат подвесного типа представляет собой конструкцию, изображенную на рис. 21. За основу взят автомат А-1400. Этот автомат состоит из унифицированных узлов, может работать как самостоятельно, так и входить в сварочные линии. Автомат состоит из подающего механизма 1, суппорта 2, механизма вертикального перемещения 3, флюсовой аппаратуры 4, кассеты с электродной проволокой 5, пульта управления 6. В автомате 1400 применена схема тянущего подающего механизма, что хорошо для любого вида проволоки (как стальной, так и алюминиевой). Этот автомат пригоден для сварки различных типов швов. Автомат быстро переналаживается под любую технологию.
Многодуговые сварочные автоматы. Привлекательность этих автоматов в том, что они могут осуществлять одновременную сварку несколькими сварочными головками. Нарис. 22 представлены различные варианты выполнения швов многодуговыми авто-
|
|
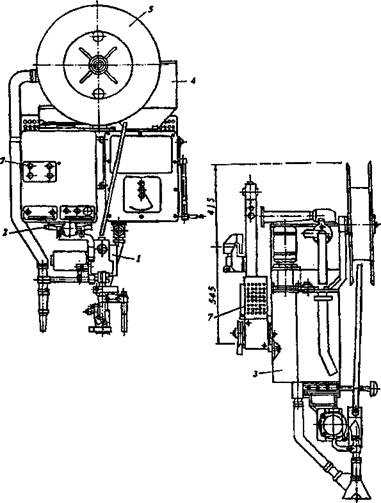
Рис. 21. Сварочный автомат Л-1400
| Параметры | А-1410 | А-1417 | АД-111 | А-1431 | ГДФ-1001 | А - 1406 |
| Номинальный сварочный ток, А | 2000 | 1000 | 315 | 750 | 100 | 1000 |
| Диаметр электродной проволоки, мм | 2-5 | 2-5 | 1-4 | 1,4-4 | 3-5 | 2-5 |
| Скорость, м/ч: подачи электродной проволоки сварки | 53-532 24-240 | 53-532 12-120 | 80-800 10-70 | 80-800 12-120 | 55-558 10-70 | 13-133 12-120 |
| Масса, кг | 325 | 240 | 80 | 240 | 298 | 215 |
| Примечание: Автомат А-1431 применяется для сварки в среде аргона, автомат А-1417 — для сварки в среде углекислого газа, автомат АД - 111 —для сварки в среде аргонокислородной смеси, автоматы А-1416, А-1410 и ГДФ-1001 — для сварки под флюсом, автомат А-1406 — для сварки под флюсом и в среде углекислого газа. |
матами. На варианте 1 показана схема сварки по контуру изделия, которую можно выполнять двумя сварочными головками при их движении в одно место, а при движении с одного места в разные стороны сварку пересекающихся швов выполняют по варианту 2.
Сварку по контуру с одного места в разные стороны выполняют с некоторым рассогласованием начала сварки каждой головкой. Одновременное параллельное движение сварочных головок в одну сторону или в противоположные стороны (вариант 3) осуществляется также устройством смещения.
Довольно широкое распространение получила многодуговая сварка последовательных швов с перекрытием предыдущего (вариант 5) и без перекрытия предыдущего шва (вариант 4).
| Рис. 2- Виды сварки многодуговыми автоматами |
Этот способ применяют для дуговой сварки длинномерных конструкций. При сварке под флюсом выполнение отдельных швов усложняется из-за наличия шлаковой корки, которая должна удаляться специальным устройством. В некоторых случаях одна из сварочных головок выполняет сварку по твердожидкой корке.
Многодуговые автоматы по своей конструкции аналогичны однодуговым, и их также изготавливают из унифицированных узлов. В отличие от однодуговых автоматов многодуговые имеют большее число сварочных головок, подающих механизмов, кассет для электродной проволоки.
Физические основы магнитной дефектоскопии. Магнитные методы контроля основаны на обнаружении магнитных потоков рассеяния, возникающих при наличии различных дефектов, в намагниченных изделиях из ферромагнитных материалов (железа, никеля, кобальта и некоторых сплавов). …
Получение и свойства ультразвуковых колебаний. Акустическими вшпама называются механические колебания, рзспро - страняющиеся в упругих средах. Если частота акустических колебаний превышает 20 кГц (т. е. выше порога слышимости для человеческого …
Природа рентгеновского и гамма-излучения. Как и видимый свет, рентгеновское и гамма-излучения представляют собой электромагнитные излучения. Они отличаются длиной волны: длина волны видимого света (4—7)в10‘7м, рентгеновского излучения 6 •Ю13— 10*9 м, …
msd.com.ua
сварочный автомат — с русского
См. также в других словарях:
сварочный автомат — Автомат, поддерживающий постоянный режим сварки в течение всего процесса. [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
сварочный автомат — suvirinimo automatas statusas T sritis automatika atitikmenys: angl. welding automaton vok. Schweißautomat, m rus. сварочный автомат, m pranc. automate de soudage, m … Automatikos terminų žodynas
дуговой сварочный автомат — автомат для дуговой сварки — [http://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность Синонимы автомат для дуговой сварки EN automatic arc welding machine … Справочник технического переводчика
двухдуговой сварочный автомат — — [http://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность EN twin arc weldertwo head automatic arc welding machine … Справочник технического переводчика
многодуговой сварочный автомат — — [http://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность EN multiarc welding machinemultihead automatic arc welding machine … Справочник технического переводчика
Автомат сварочный — – автомат, поддерживающий постоянный режим сварки в течение всего процесса. [ГОСТ 8213 75] Рубрика термина: Сварочное оборудование Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги … Энциклопедия терминов, определений и пояснений строительных материалов
Сварочный трактор — переносный самоходный автомат для дуговой электросварки (См. Электросварка), который перемещается вдоль свариваемых кромок по поверхности изделия или по лёгкому переносному рельсовому пути. Головка трактора (рис.) имеет механизм подачи… … Большая советская энциклопедия
Сварочное оборудование — машины, аппараты и приспособления, необходимые для изготовления из заготовок сварных изделий. Комплекс технологически связанного между собой С. о. для выполнения сварочных работ при том или ином участии сварщика называется сварочным… … Большая советская энциклопедия
СА — акционерное общество фр.: SA, societe anonyme организация, фр. Источник: http://www.provizor.ru/modules.php?name=News&new topic=37 Пример использования Авентис Фарма СА СА склад артиллерийский воен. Словарь: Словарь сокра … Словарь сокращений и аббревиатур
Стеклоблок — Стеклоблок строительный материал, изделие с герметически закрытой полостью, образованной в результате соединения двух отпрессованных стеклянных пластин (полублоков). Применяется в основном для строительства ненесущих стен (внешних и… … Википедия
Schweißautomat — suvirinimo automatas statusas T sritis automatika atitikmenys: angl. welding automaton vok. Schweißautomat, m rus. сварочный автомат, m pranc. automate de soudage, m … Automatikos terminų žodynas
translate.academic.ru
Оборудование для автоматической сварки
В наше время, когда на первое место выходит скорость технологического процесса, сварка автоматическая становится остро необходимым способом соединения металлов. Современные аппараты для такой сварки позволяют не только автоматизировать и ускорить процесс, но и обеспечить качество сварного шва и постоянный контроль его формирования.

Автоматическая сварка в основном выполняется электродуговым способом, под постоянным напором и с обновлением электродов.
Сущность автоматической сварки
Автоматическая сварка в основном представляет собой дуговую сварку под слоем флюса. Такой способ позволяет соединять практически любые металлы и их сплавы толщиной от 1,5 до 150 мм, а также заготовки из разнородных металлов.
Основная сущность процесса заключается в том, что между сварочным электродом и соединяемыми деталями автоматически поддерживается электрическая дуга, обеспечивающая расплавление металла в сварочной ванне. Дуга большой мощности находится в газовой среде, образованной при испарении флюса. Для поддержания состава облака в сварочной зоне обеспечивается слой флюса толщиной порядка 40 — 80 мм и шириной 50 — 100 мм.
С учетом такой особенности процесса дуга вся располагается внутри расплава флюса. За счет этого расплав флюса обеспечивает давление на расплавленный металл до 9 г/см², что достаточно для его удержания от разбрызгивания. Газовое облако предотвращает окисление металла. В целом такая технология позволяет увеличить силу сварочного тока до 4 кА при обеспечении надлежащего качества шва.
Автоматизация сварки строится на следующих принципах: непрерывное обновление сгоревшего (расплавленного) электрода, поддержание объема флюса в сварочной ванне и отсос нерасплавившегося флюса, равномерное передвижение электрода вдоль шва. Соответственно, для обеспечения качества необходим контроль длины дуги, силы сварочного тока и скорости перемещения электрода. Непрерывная подача электрода обеспечивается применением в качестве него сварочной проволоки.
Вернуться к оглавлению
Принцип конструкции аппарата
Устройство сварочного генератора.
Для осуществления процесса используется специальное оборудование для автоматической сварки. Основными элементами сварочного автомата являются: сварочный генератор (источник сварочного тока), сварочная головка, устройство подачи проволоки, устройство подачи и удаления флюса, схема управления и контроля, устройство перемещения. В качестве источников питания используются сварочные инверторы, способные поддерживать жесткие или падающие внешние вольт-амперные параметры.
Сварочная головка является основополагающим звеном всего оборудования. Именно с ее помощью подается электрический ток, направляется проволока и флюс, снимаются и подаются сигналы для корректировки процесса. В ее конструкцию включены следующие основные элементы: токоподводящее приспособление, механизм вытяжки и направления сварной проволоки, дозатор выдачи флюса, устройство, корректирующее положение сопла относительно шва.
Формирование сварного шва возможно при перемещении дуги вдоль соединяемых металлов. Это можно достичь двумя способами: перемещением головки с электродом относительно неподвижной заготовки или перемещением самой сварочной ванны относительно неподвижной головки. Исходя из этого, аппараты подразделяются на 3 основных типа: подвесные неподвижные головки, передвижные устройства (сварочный трактор) и установки орбитального (кругового) перемещения для сварки труб большого диаметра.
Вернуться к оглавлению
Поддержание параметров сварки
Схема полуавтоматической сварки труб под флюсом с помощью полуавтомата: 1 — дроссель, 2— сварочный трансформатор, 3 — щиток, 4 — аппаратный шкаф, 5 — подающий механизм полуавтомата, 6 — крюк для подвешивания подающего механизма. 7 — кассеты для электродной проволоки, 8 — гибкий шланг, 9 —держатель.
Выпускаются 2 основных типа аппаратов: установки автоматической сварки с постоянной равномерной подачей проволоки и автоматы с изменением скорости подачи электрода в зависимости от напряжения дуги. В первом случае осуществляется саморегулирование параметров дуги. Применяются такие установки для соединения металлов толщиной до 3 мм. Во втором случае можно сваривать детали значительно большего размера.
Саморегулирование дуги происходит в результате увеличения длины дуги, что уменьшает сварочный ток, и наоборот. В таких аппаратах применяется источник электроэнергии с жесткими вольт-амперными параметрами. В другом типе устройств изменение длины дуги, вызывающее изменение напряжения на ней, преобразуется в сигнал, направляемый на устройство подачи электродной проволоки для корректировки скорости подачи. Источники питания в этом случае имеют падающую вольт-амперную характеристику.
Устройства этих типов различаются и по регулированию основных режимов: силы тока и напряжения на дуге. В автоматах с постоянной подачей проволоки сварочный ток устанавливается путем подбора скорости подачи, а напряжение на дуге корректируется путем изменения напряжения холостого хода внешней характеристики генератора. Величина напряжения устанавливается на пульте управления и автоматически удерживается постоянной в процессе сварки. Величина сварочного тока настраивается регулировкой крутизны внешней характеристики генератора.
Вернуться к оглавлению
Электродная проволока
Виды электродов.
Качество автоматической сварки во многом определяется правильным выбором электродной проволоки. Ее химический состав формирует структуру сварного шва, то есть подбирается исходя из типа свариваемого металла. Обычно стремятся, чтобы составы проволоки и заготовок были близки. Всего стандартом предусмотрено производство более 70 различных марок электродной проволоки.
Исходя из состава, проволока подразделяется на низкоуглеродистую (легирующие компоненты — не более 2%), легированную (2 — 6%) и высоколегированную (более 6%). Выделяется также проволока с медным покрытием (отмечается буквой О в конце марки). Особая чистота состава отмечается индексом А в обозначении. В целом в составе может присутствовать ванадий (отмечается буквой Ф), молибден (М), никель (Н), титан (Т), хром (Х) и ряд других элементов.
Перед использованием в автоматах электродную проволоку рекомендуется очистить от масел и других загрязнений путем протирки керосином, уайт-спиритом, бензином и другими растворителями. Для ликвидации увлажнения поверхности применяется термическая обработка при температуре 100 — 140ºС.
Эффективна подготовка путем обработки поверхности в 20%-ном растворе серной кислоты с последующим нагревом до температуры 230 — 250ºС в течение 2 — 2,3 ч.
Флюс.
От выбора флюса качество автоматической сварки зависит в значительной степени: формируется состав сварочного шва, что определяет механическую прочность и стойкость к растрескиванию, а также обеспечивается стабильность дуги и возникают газовые поры в металле. Флюсы, введенные в сварочную зону, выполняют важные задачи: изоляция сварочной ванны от атмосферной среды, обеспечение параметров дуги, химическое взаимодействие с металлическим расплавом, легирование шва, формирование шовной поверхности.
Чаще всего в качестве флюсов используются искусственные силикаты слабо кислого типа. Основа состава обеспечивается двойным или тройным силикатом закиси марганца, окиси кальция, окиси магния, алюминия. Для понижения температуры плавления вводится присадка — плавиковый шпат. Наиболее распространен флюс ОСЦ-45, основанный на силикате марганца с добавлением фтористого кальция.
Вернуться к оглавлению
Оборудование для сварки
Для автоматической сварки выпускается множество различных типов аппаратов. Ниже приведены некоторые характеристики достаточно востребованных устройств:
| Тип | Сварочный ток, кА | Диаметр сварочной проволоки, мм | Скорость подачи проволоки, м/ч | Габариты, мм | Масса, кг |
| АДГ-63 | 0,6 | 1,6-3 | 120-725 | 680х385х630 | 32 |
| АДФ-630 | 0,63 | 1,6-3 | 120-725 | 680х385х630 | 32 |
| АСУ-5 | 0,63 | 2-3 | 120-725 | — | 28 |
| ТС-16 | 1 | 2-5 | 50-405 | 716х346х540 | 45 |
| АДФ-1000 | 1 | 2-5 | 25-350 | 720×500х650 | 80 |
| АДФ-1250 | 1,25 | 2-5 | 12-350 | 1320х630х980 | 145 |
В качестве источников питания предлагаются универсальные сварочные выпрямители с системой контроля и регулирования выходных параметров. Так, хорошо себя зарекомендовали устройства следующих марок:
- Idealarc DC: на входе — 380 В, сварочный ток — 0 — 1 кА при напряжении на дуге в 44 В.
- Idealarc DC: 380 В, сварочный ток — 0 — 1,5 кА при напряжении на дуге в 60 В.
- Idealarc AC: 380 В, сварочный ток — 0 — 1,2 кА при напряжении на дуге в 44 В.
Универсальным признается источник питания Power Wave AC/DC с функцией контроля формы сварочного тока, возможностью изменять частоту и силу переменного сварочного тока.
expertsvarki.ru
Сварочный автомат — Википедия (с комментариями)
Материал из Википедии — свободной энциклопедии
Сварочный автомат - механизм, который представляет собой конструктивное объединение сварочной головки с механизмом ее перемещения вдоль шва, механизмами установочных перемещений, устройством для подачи флюса или защитного газа, катушками или кассетами для проволоки, пультами управления или других устройств.
Если сварочный аппарат автомат перемещается в процессе сварки механизированным способом о продукте, то он называется сварочным автоматом.
Классификация сварочных аппаратов автоматов
Существуют сварочные автоматы универсальные и специализированные, которые различаются по следующим признакам:
- по способу перемещения вдоль линии сварного соединения: самоходные и несамоходные (подвесные)
- по способу защиты зоны дуги - сварочные аппараты для сварки под флюсом (Ф), в защитных газах (Г), без внешней защиты (ПРО), под флюсом и в защитных газах (ФГ)
- по виду электрода - сварочные автоматы для сварки плавящимся и не плавящимся электродом;
- по виду плавящегося электрода - для сварки проволочным электродом ленточным электродом штучными электродами;
- по числу электродов с общим подводом сварочного тока - одноэлектродные, двухэлектродный, Многоэлектродные;
- по числу дуг при раздельном питании электродов сварочным током - однодуговые, двудугови, многодуговые;
- по технологическому назначению - сварочные аппараты для наплавки , для сварки;
- по роду применяемого тока - сварочные автоматы для сварки постоянным током, переменным током, постоянным и переменным током;
- по способу подачи электродной проволоки - с независимой от напряжения на дуге подачей, с зависимой от напряжения на дуге подачей;
- по способу регулирования скорости сварки (для самоходных аппаратов) и подачи электродной проволоки - с плавным, с плавно-ступенчатым, со ступенчатым регулированием;
- по способу формирования металла шва: для сварки со свободным формированием, с принудительным формированием.
Напишите отзыв о статье "Сварочный автомат"
Литература
Украинская советская энциклопедия : [в 12 т.] / Гл. ред. М. П. Бажан ; редкол .: А. К. Антонов и др. - 2-е изд. - К . : Голов. ред. Уре, 1974-1985.
Николаев Г. А. Сварка в машиностроении: Справочник в 4-х т. — М.: Машиностроение, 1978 (1-4 т).
Ссылки
- [goodsvarka.ru/electro/avtomat/ Сварка автомат — отличное качество шва при минимальном влиянии человека]
Отрывок, характеризующий Сварочный автомат
– А! Графу нужно было, чтобы он указал на Ключарева, понимаю! – сказал Пьер. – Совсем не нужно», – испуганно сказал адъютант. – За Ключаревым и без этого были грешки, за что он и сослан. Но дело в том, что граф очень был возмущен. «Как же ты мог сочинить? – говорит граф. Взял со стола эту „Гамбургскую газету“. – Вот она. Ты не сочинил, а перевел, и перевел то скверно, потому что ты и по французски, дурак, не знаешь». Что же вы думаете? «Нет, говорит, я никаких газет не читал, я сочинил». – «А коли так, то ты изменник, и я тебя предам суду, и тебя повесят. Говори, от кого получил?» – «Я никаких газет не видал, а сочинил». Так и осталось. Граф и отца призывал: стоит на своем. И отдали под суд, и приговорили, кажется, к каторжной работе. Теперь отец пришел просить за него. Но дрянной мальчишка! Знаете, эдакой купеческий сынишка, франтик, соблазнитель, слушал где то лекции и уж думает, что ему черт не брат. Ведь это какой молодчик! У отца его трактир тут у Каменного моста, так в трактире, знаете, большой образ бога вседержителя и представлен в одной руке скипетр, в другой держава; так он взял этот образ домой на несколько дней и что же сделал! Нашел мерзавца живописца…В середине этого нового рассказа Пьера позвали к главнокомандующему. Пьер вошел в кабинет графа Растопчина. Растопчин, сморщившись, потирал лоб и глаза рукой, в то время как вошел Пьер. Невысокий человек говорил что то и, как только вошел Пьер, замолчал и вышел. – А! здравствуйте, воин великий, – сказал Растопчин, как только вышел этот человек. – Слышали про ваши prouesses [достославные подвиги]! Но не в том дело. Mon cher, entre nous, [Между нами, мой милый,] вы масон? – сказал граф Растопчин строгим тоном, как будто было что то дурное в этом, но что он намерен был простить. Пьер молчал. – Mon cher, je suis bien informe, [Мне, любезнейший, все хорошо известно,] но я знаю, что есть масоны и масоны, и надеюсь, что вы не принадлежите к тем, которые под видом спасенья рода человеческого хотят погубить Россию. – Да, я масон, – отвечал Пьер. – Ну вот видите ли, мой милый. Вам, я думаю, не безызвестно, что господа Сперанский и Магницкий отправлены куда следует; то же сделано с господином Ключаревым, то же и с другими, которые под видом сооружения храма Соломона старались разрушить храм своего отечества. Вы можете понимать, что на это есть причины и что я не мог бы сослать здешнего почт директора, ежели бы он не был вредный человек. Теперь мне известно, что вы послали ему свой. экипаж для подъема из города и даже что вы приняли от него бумаги для хранения. Я вас люблю и не желаю вам зла, и как вы в два раза моложе меня, то я, как отец, советую вам прекратить всякое сношение с такого рода людьми и самому уезжать отсюда как можно скорее.
wiki-org.ru