Содержание
Входной контроль строительных материалов
+ 7 812 626 88 11
- Главная
- Строительный контроль
- Входной контроль
Входной контроль материалов в строительстве – это важный элемент управления качеством при строительстве объектов любого уровня сложности.
При входном контроле согласно нормативным актам проверяется количественные, качественные характеристики поступающих на строительный объект материалов, конструкций, их соответствие ГОСТам, техническим условиям, другим параметрам, указанным в проектно-сметной документации. Устанавливаются условия хранения и транспортировки поступивших материалов.
Для заказчиков, подрядчиков, пользователей строительных объектов на первом месте всегда должно стоять качество. Некачественно построенный объект в конечном итоге может повлиять на стоимость и «ударить по карману» все стороны, потому что потом его приходится доделывать или вовсе перестраивать.
Некачественно построенный объект в конечном итоге может повлиять на стоимость и «ударить по карману» все стороны, потому что потом его приходится доделывать или вовсе перестраивать.
Качественно построенное здание или сооружение – это полная функциональность, технологичность, долговечность, прочность, надежность, архитектурная выразительность. Неудовлетворительное качество применяемых изделий, конструкций стало причиной аварий и разрушений элементов на многих объектах.
Входной контроль строительных материалов могут осуществлять служба снабжения подрядчика, представители заказчика или специально привлеченная независимая контролирующая организация.
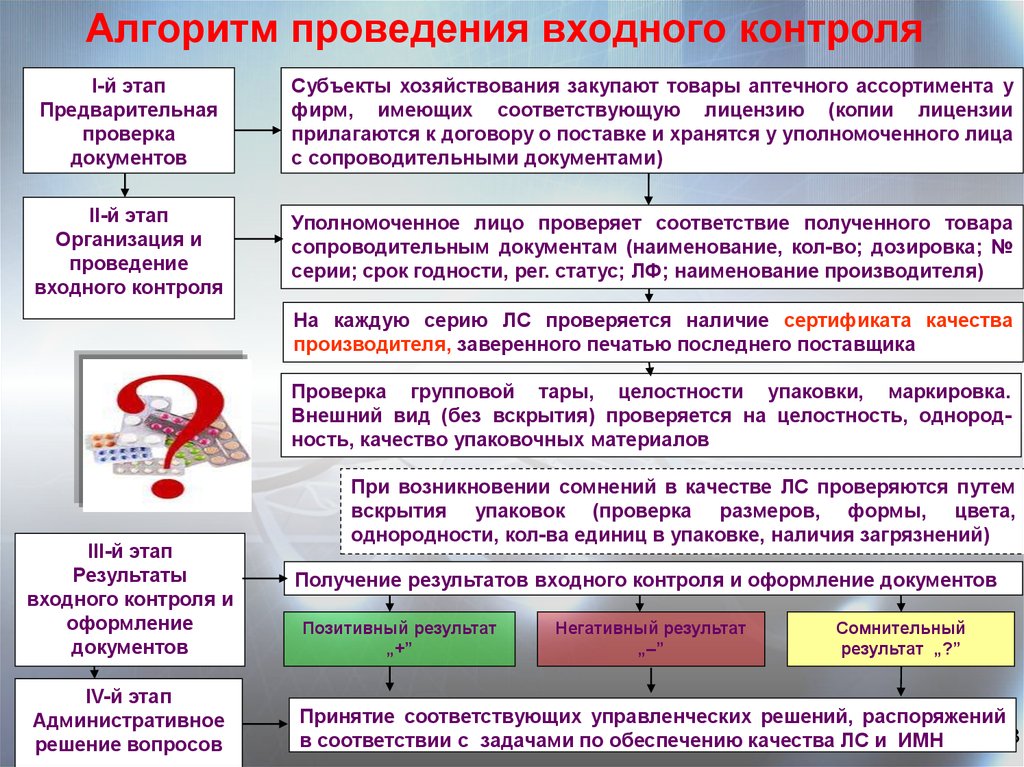
Входной контроль на строительной площадке начинается с изучения документов – счет-фактур, товарно-транспортных накладных, сертификатов, свидетельств. Эти документы не должны противоречить обозначенным в проектной документации значениям или параметрам. Проводится осмотр поступивших грузов, изучаются объемы, вес, маркировка, целостность упаковки. При необходимости делается выборочное изучение с помощью точных приборов.
При необходимости делается выборочное изучение с помощью точных приборов.
Аккредитованные строительные лаборатории и центры есть далеко не у всех подрядчиков, поэтому в ряде случаев они обращаются в аттестованные государством организации для идентификации вызывающих сомнение стройматериалов. Иногда подрядчики поручают такой организации полностью проводить входной контроль материалов в строительстве на объекте.
В случае поступления некачественных грузов, ведется претензионная работа с поставщиками, происходит замена либо стройматериала, либо поставщика.
Журнал входного контроля призван документировать все действия по приемке поступающих на объект грузов. Это журнал структурирует работу по снабжению строительства, поэтому очень важно вести его постоянно и согласно действующим нормам.
В журнале указываются даты поступления стройматериала и объекты, куда он распределяется, номера сопроводительных документов по качеству, номер груза, количественные параметры, результаты контроля, причины непринятия и отправки его назад, подписи ответственных лиц.
При ведении журнала прорабу нет необходимости поднимать все накладные, связываться с отделом снабжения, вспоминать, что он принимал за последнее время, в каком месте сейчас находится. Достаточно ознакомиться с журналом входного контроля.
Комплексный подход к вашим проблемам.
Вы получаете полный спектр услуг по строительной экспертизе,
обследованию зданий и сооружений, проектированию, строительному контролю.
Популярные статьи:
Технадзор в строительстве
Технический контроль
Строительный аудит
Приемочный контроль
Авторский надзор в Санкт-Петербурге
Технический надзор
Назначение технадзора
Организация строительства и строительного контроля
Комитет государственного строительного надзора
Производственный контроль
Авторский надзор в Санкт-Петербурге
Операционный контроль
Строительный контроль 468
Производственный контроль
Комитет государственного строительного надзора
Государственный строительный надзор в строительстве
Строительный контроль
Агентство строительно технического аудита
Узаконивание самовольных построек
Организация по выполнению строительного контроля и надзора
Виды контроля по этапам производства продукции: входной, операционный, приемочный, инспекционный.
Главная
Пресс-центр
База знаний
Статьи
Виды контроля по этапам производства продукции
ГОСТ
16504-81 подразделяет виды лабораторного контроля продукции по этапам ее
производства на 4 типа: входной, операционный, приемочный и инспекционный. Рассмотрим
назначение и специфику проведения каждого из них:
- Входной контроль. Это контроль продукции,
которая поступает от поставщика и предназначена для производства, ремонта, обслуживания
продукции предприятия-потребителя. Входному контролю подвергаются сырье,
полуфабрикаты, исходные материалы, техническая документация и т. д. - Операционный контроль. Это контроль, который
осуществляется после завершения операций
по изготовлению продукции перед ее передачей на следующий производственный
участок. Его цель – своевременно выявить
Его цель – своевременно выявить
брак, чтобы не допустить поступление к потребителю некачественной продукции и снизить
финансовые и временные потери, связанные с поздним обнаружением нарушений в
производственных процессах. - Приемочный контроль. Это контроль готовой
продукции, который выполняется после завершения всех стадий производства. Он
включает комплексную проверку всех характеристик продукта, а также его
настройку и регулировку (в случае необходимости). - Инспекционный контроль. Этот финальный контроль продукции,
из которой исключен брак. Его цель – установить, не были ли допущены ошибки на
всех предыдущих стадиях проверки.
 Его цель – своевременно выявить
Его цель – своевременно выявитьДля проведения любых видов контроля испытательной лаборатории
необходимо получить
аттестат аккредитации, а затем регулярно подтверждать
компетентность в ходе инспекционных проверок. Nice Consulting поможет вам в этом – звоните или отправляйте заявку с сайта.
Поделитесь ссылкой с друзьями
Предыдущая статья
6 Апрель 2021, Вторник
Виды контроля по стадии создания и существования продукции
Следующая статья
7 Апрель 2021, Среда
Виды контроля по полноте охвата
Читайте также
6 Март 2023, Понедельник
Проведение аудита испытательной лаборатории при подготовке к аккредитации
Аудит испытательной лаборатории при подготовке к аккредитации проводится с целью выявления и устранения несоответствий перед подачей заявления на государственную услугу в Росаккредитацию. Он может …
27 Январь 2023, Пятница
Аудиты лабораторной деятельности в испытательной лабораторий
Аудиты испытательных лабораторий проводятся для различных целей и в различных видах, но в общем случае все они нацелены на проверку соответствия требованиям, предъявляемым к испытательным лаборатор…
12 Январь 2023, Четверг
Межлабораторные сличительные испытания (МСИ). Задачи, практика организации, участие испытательных лабораторий
Задачи, практика организации, участие испытательных лабораторий
Проверки квалификации стали необходимым условием лабораторной практики во всех областях лабораторной деятельности. Программы проверки квалификации различаются в зависимости от области, в которой он…
Консультация эксперта
Режим работы: с 09:00 до 18:00, в пятницу до 17:30
Онлайн заказы в выходные дни будут обработаны в первую очередь в понедельник утром
и наш специалист свяжется с вами в ближайшее время
10.3: Производственный процесс – как мы это делаем?
- Последнее обновление
- Сохранить как PDF
- Идентификатор страницы
- 2525
2. Какие типы производственных процессов используют производители и сервисные фирмы?
При планировании производства первое решение касается того, какой тип производственного процесса — способ создания товара или услуги — лучше всего соответствует целям компании и потребительскому спросу. Важным соображением является тип производимого товара или услуги, поскольку для разных товаров могут потребоваться разные производственные процессы. В целом существует три типа производства: массовое производство, массовая настройка и настройка. Помимо типа производства, операционные менеджеры также классифицируют производственные процессы двумя способами: (1) как входы преобразуются в выходы и (2) сроки процесса.
Важным соображением является тип производимого товара или услуги, поскольку для разных товаров могут потребоваться разные производственные процессы. В целом существует три типа производства: массовое производство, массовая настройка и настройка. Помимо типа производства, операционные менеджеры также классифицируют производственные процессы двумя способами: (1) как входы преобразуются в выходы и (2) сроки процесса.
Один за всех: массовое производство
Массовое производство , производство множества идентичных товаров одновременно, было продуктом промышленной революции. Автомобиль Генри Форда Model-T является хорошим примером раннего массового производства. Каждая машина, выпускаемая заводом Форда, была идентична вплоть до цвета. Если вы хотели машину любого цвета, кроме черного, вам не повезло. Консервы, безрецептурные лекарства и бытовая техника — другие примеры товаров массового производства. Акцент в массовом производстве делается на снижении производственных затрат за счет производства однородных продуктов с использованием повторяющихся и стандартизированных процессов. По мере усложнения производства продуктов усложнялось и массовое производство. Производители автомобилей, например, теперь должны включать более сложную электронику в конструкции своих автомобилей. В результате количество сборочных участков на большинстве автомобильных заводов увеличилось.
По мере усложнения производства продуктов усложнялось и массовое производство. Производители автомобилей, например, теперь должны включать более сложную электронику в конструкции своих автомобилей. В результате количество сборочных участков на большинстве автомобильных заводов увеличилось.
Специально для вас: индивидуализация товаров
В массовая индивидуализация товары производятся с использованием технологий массового производства, но только до определенного момента. В этот момент продукт или услуга адаптируются к потребностям или желаниям отдельных клиентов. Например, компания American Leather, производитель мебели из Далласа, использует массовую настройку для производства кушеток и стульев по спецификациям клиентов в течение 30 дней. Основные каркасы в мебели те же, но автоматизированное раскройное оборудование предварительно вырезает цвет и тип кожи, заказанный каждым покупателем. Затем, используя методы массового производства, они добавляются к каждому кадру.
Кастомизация — это противоположность массового производства. При настройке фирма производит товары или услуги по одному в соответствии с конкретными потребностями или желаниями отдельных клиентов. В отличие от массовой настройки, каждый производимый продукт или услуга уникальны. Например, типография может обрабатывать множество проектов, включая информационные бюллетени, брошюры, канцелярские товары и отчеты. Каждое задание на печать различается по количеству, типу процесса печати, переплету, цвету чернил и типу бумаги. Производственная фирма, которая производит товары в ответ на заказы клиентов, называется вакансия магазин .
Экспонат 10.5 Классификация типов производства (С указанием авторства: Университет Райса, OpenStax, лицензия CC BY 4.0.)
| Массовое производство | Массовая настройка | Настройка |
|---|---|---|
| Высокооднородные продукты или услуги Многие продукты производятся последовательно | Единое стандартизированное производство до определенной степени, затем к каждому продукту добавляются уникальные функции | Каждый продукт или услуга производятся в соответствии с индивидуальными требованиями заказчика |
| Примеры: Сухие завтраки, безалкогольные напитки и компьютерные клавиатуры | Примеры: Компьютеры Dell, жилые дома и клюшки для гольфа Taylor Made | Примеры: Дома на заказ, юридические услуги и стрижки |
Некоторые виды услуг также предоставляют индивидуальные услуги. Врачи, например, должны учитывать болезни и обстоятельства каждого отдельного пациента, прежде чем разрабатывать индивидуальный план лечения. Агенты по недвижимости могут разработать индивидуальный план обслуживания для каждого клиента в зависимости от типа дома, который человек продает или хочет купить. Различия между массовым производством, массовой кастомизацией и кастомизацией приведены в Экспонат 10.5 .
Врачи, например, должны учитывать болезни и обстоятельства каждого отдельного пациента, прежде чем разрабатывать индивидуальный план лечения. Агенты по недвижимости могут разработать индивидуальный план обслуживания для каждого клиента в зависимости от типа дома, который человек продает или хочет купить. Различия между массовым производством, массовой кастомизацией и кастомизацией приведены в Экспонат 10.5 .
Преобразование входов в выходы
Как указывалось ранее, производство включает преобразование входов (природные ресурсы, сырье, человеческие ресурсы, капитал) в выходов (продукты или услуги). В производственной компании входы, производственный процесс и конечные результаты обычно очевидны. Harley-Davidson, например, перерабатывает сталь, резину, краску и другие материалы в мотоциклы. Но производственный процесс в сервисной компании предполагает менее очевидную конверсию. Например, больница преобразует знания и навыки своего медицинского персонала, а также оборудование и расходные материалы из различных источников в медицинские услуги для пациентов. В таблице 10.1 приведены примеры входов и выходов, используемых различными другими предприятиями.
В таблице 10.1 приведены примеры входов и выходов, используемых различными другими предприятиями.
Существует два основных процесса преобразования входных данных в выходные. В непрерывном производстве основные входы (природные ресурсы, сырье) разбиваются на один или несколько выходов (продуктов). Например, боксит (вход) перерабатывается для извлечения алюминия (выход). Процесс сборки прямо противоположен. Основные входы, такие как природные ресурсы, сырье или человеческие ресурсы, либо объединил для создания выходных данных или преобразовал в выходные данные. Например, самолет создается путем сборки тысяч деталей, которые являются исходным сырьем. Производители стали используют тепло для превращения железа и других материалов в сталь. В сфере услуг клиенты могут играть роль в процессе преобразования. Например, служба подготовки налоговых деклараций сочетает в себе знания специалиста по составлению налоговых деклараций с информацией клиента о личных финансах для заполнения налоговой декларации.
Сроки производства
Вторым соображением при выборе производственного процесса является время. Непрерывный процесс использует длительные производственные циклы, которые могут длиться дни, недели или месяцы без остановки оборудования. Это лучше всего подходит для больших объемов товаров с небольшим ассортиментом и стандартизированными деталями, такими как гвозди, стекло и бумага. Некоторые сервисы также используют непрерывный процесс. Например, ваша местная электрическая компания. Затраты на единицу продукции низкие, а производство легко планировать.
| Преобразование входов в выходы | ||
|---|---|---|
| Тип организации | Ввод | Выход |
| Авиакомпания | Пилоты, бортпроводники, система бронирования, агенты по продаже билетов, клиенты, самолеты, бригады технического обслуживания, наземные объекты | Перемещение клиентов и грузов |
| Продуктовый магазин | Товары, здания, клерки, контролеры, торговое оборудование, покупательские тележки, покупатели | Продовольственные товары для покупателей |
| Средняя школа | Факультет, учебная программа, здания, классы, библиотека, аудитория, спортзал, студенты, персонал, расходные материалы | Выпускники, государственная служба |
| Производитель | Машины, сырье, завод, рабочие, менеджеры | Готовая продукция для потребителей и других фирм |
| Ресторан | Продукты питания, кухонное оборудование, серверы, повара, посудомоечные машины, хост, покровители, мебель, приспособления | Питание для посетителей |
Табл. Машины останавливают, чтобы переоборудовать их для производства разных продуктов в разное время. Этот процесс лучше всего подходит для мелкосерийных и разнообразных продуктов, таких как продукты, произведенные путем массовой настройки или настройки. Магазины по трудоустройству являются примерами фирм, использующих прерывистый процесс.
Машины останавливают, чтобы переоборудовать их для производства разных продуктов в разное время. Этот процесс лучше всего подходит для мелкосерийных и разнообразных продуктов, таких как продукты, произведенные путем массовой настройки или настройки. Магазины по трудоустройству являются примерами фирм, использующих прерывистый процесс.
Хотя некоторые сервисные компании используют непрерывные процессы, большинство сервисных фирм полагаются на прерывистые процессы. Например, ресторан, готовящий изысканные блюда, врач, проводящий хирургические процедуры, и рекламное агентство, разрабатывающее рекламные кампании для бизнес-клиентов, — все они настраивают свои услуги в соответствии с потребностями каждого клиента. Они используют прерывистый процесс. Обратите внимание, что их «производственные циклы» могут быть очень короткими — один лосось на гриле или один медицинский осмотр за раз.
ПРОВЕРКА КОНЦЕПЦИИ
- Описать различные типы производственных процессов.
- Как ресурсы превращаются в результаты в различных отраслях промышленности?
- Наверх
- Была ли эта статья полезной?
- Тип изделия
- Раздел или страница
- Лицензия
- СС BY
- Версия лицензии
- 4,0
- Программа OER или Publisher
- ОпенСтакс
- Показать оглавление
- нет
- Теги
- процесс сборки
- непрерывный процесс
- настройка
- прерывистый процесс
- массовая настройка
- массовое производство
- технологическое производство
- производственный процесс
- источник@https://openstax. org/details/books/introduction-business
- источник@https://openstax.org/details/books/principles-finance
 org/details/books/introduction-business
org/details/books/introduction-businessКонтроль ввода для цехового производства
Контроль ввода для цехового производства
Институт системных исследований
Контроль ввода для цехового производства
Основные исследователи: Джеффри В. Херрманн, Иоаннис Минис.
Это исследование поддерживается Westinghouse Electronic Systems Group.
и Программа промышленного партнерства Мэриленда (MIPS).
Содержимое:
- Аннотация
- Управление производством
- Предлагаемое исследование
- Предварительные результаты
- Реализация
Аннотация
Целью предлагаемого проекта является разработка и внедрение
политика выпуска заказов для фидерного магазина Westinghouse ESG.
Конечная цель состоит в том, чтобы сократить запасы незавершенного производства,
поддерживать высокую пропускную способность и минимизировать среднее количество опозданий на работу.
Мы ожидаем, что сокращение запасов приведет к сокращению
более стабильные сроки выполнения заказов, что повысит точность
планирование функционирует таким образом, чтобы надлежащий объем работы
будут заказаны и ожидаются в нужное время.
Эта работа будет включать выявление узких мест ресурсов,
определение точного времени выполнения заказа,
оценка ряда политик выпуска заказов и последовательности,
и внедрение системы программного обеспечения для выпуска заказов.
Наибольший интерес представляет политика предотвращения «узких мест» голодания,
который выпускает в магазин ровно столько работы, чтобы сохранить
узкие места заняты, так как они контролируют пропускную способность цеха.
Управление производством в цехе питателей Westinghouse
Фидерный цех — термин «фидер»
обозначает логистическую позицию магазина;
он собирает шасси радара и другие элементы
для комплектных радиолокационных систем производства Westinghouse ESG;
таким образом, он питает объект окончательной сборки —
Группа электронных систем Westinghouse (ESG)
в Балтиморе, штат Мэриленд, является типичным
Пример крупной мастерской по изготовлению на заказ.
более 10 000 различных изделий. Крупнейшие конечные элементы включают до 30
уровни в ведомости материалов, содержат до 1000 позиций изготовления и имеют
сроки выполнения заказов превышают 18 месяцев. Основные производственные процессы
включают механическую обработку, штамповку листового металла, гальваническое покрытие, покраску и сборку.
Они выполняются более чем 130 машинами и рабочими станциями в
Объект площадью 86 000 квадратных футов.
Хотя обязательно сложный,
процедуры управления производством
Westinghouse ESG (рис. 1) типичны для
фирма по производству дискретных деталей (Vollmann, Berry, and Whybark, 1992).
Учитывая прогнозы поступления заказов, планирование производства определяет
соответствующие уровни вместимости цеха и совокупного производства
для удовлетворения спроса и минимизации запасов и производственных затрат.
Основной производственный график (MPS) представляет собой дезагрегированную версию
производственный план; в нем указаны сроки исполнения
плановые заказы отдельных конечных изделий.
Руководители программ, действующие от имени
клиенты фирмы создают графики окончательной сборки, которые
объединяются, чтобы сформировать основной график производства.
MPS является входом для функции планирования потребности в материалах (MRP).
Используя запланированное время выполнения для каждого компонента,
MRP разбирает спецификации конечных изделий
чтобы определить, когда освободить
заказы на поставку сырья и заказы на изготовление изделий.
MRP не использует информацию о мощности, пока
выполнение этих расчетов.
Этот факт в сочетании с часто оптимистичными графиками поставок
устанавливается менеджерами программы, приводит к неравномерной загрузке магазина,
перегрузка узких мест ресурсов и,
как следствие, высокий уровень незавершенного производства
запасы (WIP), длительное время цикла и плохая своевременная доставка.
Из-за неспособности MRP справиться с этой ситуацией
магазин использует дополнительную процедуру для управления выпуском заказа
в магазин.
Заказы на работу, выпущенные MRP, собираются в пуле
«утвержденные» заказы и ждать в пуле, пока
производственный контроль эвристически выпускает их
на основе сроков выполнения заказа на работу, приоритета программы и доступной мощности.
Существующая процедура выпуска заказов пытается сбалансировать
желание не допускать излишних запасов в цехе против
необходимость соблюдения сроков и необходимость
для буферизации незавершенного производства, чтобы машины
занят и поддерживать пропускную способность.
Субъективный и эвристический характер
выпуск заказа вызывает две проблемы:
заказы выпускаются с опозданием и не укладываются в сроки, и
WIP может быть ненужным или недостаточным.
Несогласованное время цикла также способствует первой проблеме:
у магазина нет точной оценки того, когда заказ отстает от графика
пока не просрочено.
Вторая проблема заключается в том, что может быть слишком много незавершенного производства,
или их может быть слишком мало.
Из-за консервативного характера планирования производства,
более вероятно, что присутствует избыточный WIP (страховой запас),
но еще нет гарантии, что этот страховой запас
будет держать все узкие места занятыми и, таким образом, поддерживать пропускную способность.
Рисунок 1: Система планирования и контроля производства
Предлагаемое исследование
Предлагаемая работа будет направлена на улучшение работы магазина,
специально ориентируясь на практику краткосрочного планирования.
После продолжительных дискуссий между промышленными инженерами Westinghouse,
руководством магазина и исследователями Мэрилендского университета было решено
что улучшенная политика выпуска работ из пула утвержденных заказов
в цех было бы наиболее выгодно
инструмент краткосрочного планирования для немедленного решения перечисленных выше проблем.
Таким образом, общая цель проекта состоит в том, чтобы
разработать эффективную политику выпуска заказов, чтобы
свести к минимуму среднее опоздание заказов на работу,
ограничить количество незавершенного производства,
и поддерживать пропускную способность на высоком уровне.
Кроме того, надлежащее оформление заказа уменьшит
изменчивость фактического времени цикла и привести к лучшему
планирование производства.
Влияние этого исследования на работу
ожидается, что площадь фидера будет значительной.
Исследование также даст немедленную количественную отдачу
и долгосрочные улучшения в
общие методы управления производством Westinghouse ESG.
Поскольку политика выпуска заказов дополняет
система MRP, которая используется всеми производственными цехами в
на объекте в Балтиморе и в других местах Мэриленда,
политика может использоваться всеми учреждениями с аналогичными проблемами.
Ввиду значимости этого проекта,
Westinghouse ESG предоставила начальное финансирование
Лаборатория CIM Университета Мэриленда.
В феврале 1995 года начался этап разведки.
На этом этапе мы концентрируемся на области обработки, определяя
узких мест, а также разработка ручных процедур выпуска заказов для этой области.
Обратите внимание, что эта работа является частью общей работы по реинжинирингу.
в Westinghouse для улучшения систем планирования производства
в Westinghouse ESG и финансовом и производственном управлении
корпорация.
Предварительные результаты
Фидерный цех Westinghouse ESG
был в центре внимания предыдущего проекта MIPS с компанией
которые улучшили дизайн магазина, определив группу
технологические ячейки, определяющие расположение машин в ячейке,
поиск гибридной планировки для магазина,
и определение плана реализации для ячеек, который уважает
бюджетных ограничений и максимизирует преимущества обработки материалов.
Эта работа была очень успешной, в результате чего ежегодно
экономия на погрузочно-разгрузочных работах порядка 300 000 долларов.
В предварительной работе по выпуску заказа для фидерного цеха,
мы определили узкие места в магазине,
осмотрела текущую работу магазина,
и определили текущую политику выпуска заказов.
Учитывая спрос на продукцию за трехлетний период,
маршруты для каждого товара и список ресурсов магазина,
мы рассчитали использование каждого ресурса в магазине.
Ряд станков в области MA (механическая обработка) входят в число
самые используемые в магазине.
Кроме того, мы создаем имитационные модели для использования в
оценка политик выпуска заказов.
Мы создаем эти модели в Simfactory версии 6.0, которая
позволяет моделировать сложные последовательности и
правила выпуска заказов и оценить их влияние на
показатели пропускной способности, времени цикла и своевременной доставки.
Мы используем ранее разработанное программное обеспечение для преобразования Westinghouse
маршруты к моделям Simfactory, чтобы облегчить эту работу.
Реализация
Мы предлагаем реализовать
политика выпуска заказов в виде серии автоматизированных шагов, которые будут поддерживать
решения персонала по планированию производства Westinghouse.
Процедура описана на рисунке 2.
Входные данные системы предоставляются
существующие системы MRP и управления производством.
Статические входные данные MRP включают
производственные маршруты и время выполнения для каждого изделия и
мощность каждого узкого места ресурса.
Динамический ввод MRP — это список утвержденных заказов, которые могут быть выпущены.
Динамический ввод от системы управления цехом
текущая загруженность каждой машины в зоне.
Система будет использовать подходы, описанные выше, для определения, от
список утвержденных заказов, какие заказы должны быть выпущены
в данный момент времени.
Начнем с ручной реализации самого перспективного заказа
выпуск политик, чтобы проверить наши результаты и получить дополнительные
понимание операционных проблем конкретной среды.
Мы будем использовать политику, основанную на предварительном расследовании и
модифицировать его в соответствии с текущими потребностями фидерного цеха.
После уточнения политики выпуска заказов для решения
обратная связь от ручного внедрения и дальнейшего анализа,
мы приступим к разработке и внедрению программного обеспечения
автоматизировать сбор и обработку данных, необходимых для
выполнить процедуру деблокирования заказа.
Программное обеспечение для ПК будет включать в себя модули сбора данных, предварительной обработки
подпрограммы для формирования желаемых входных данных, установка параметров
модуль планировщика для настройки политики на текущие условия,
если необходимо, и модуль выпуска заказа, который предлагает, какой
рабочие заказы должны быть выпущены и какие другие могут быть рассмотрены.