Содержание
Лакокрасочные материалы: виды, состав, свойства
Автор Владимир Лебедев Опубликовано
Лакокрасочные материалы (ЛКМ) объединяют обширную группу смесей, которые выпускаются в жидком или порошкообразном виде и используются для отделки различных конструкций. Вещество распределяется по предварительно подготовленной поверхности и формирует прочную пленку в процессе высыхания. Помимо декоративных свойств, такие материалы защищают изделия от негативных воздействия внешних факторов (повышенная влажность, температурные скачки, осадки и т.д.).
Лакокрасочные материалы (ЛКМ) – обширная группа смесей, используемые для отделки различных конструкций.
Содержание
- Определение ЛКМ
- Назначение материалов
- Структура и слои
- Классификация лакокрасочных материалов
- По виду
- Типы связующих компонентов
- Оптические свойства
- Способность отражать свет
- По характеру поверхности
- Опасность лакокрасочных материалов
- Компоненты лакокрасочных составов
- Связующие вещества
- Красящие пигменты
- Красители
- Аддитивы
- Колоранты и колеры
- Тонеры
- Растворители и разбавители
- Разжижители краски
- Отвердители
- Наполнители
- Прочие добавки
- Процесс высыхания ЛКМ
- Свойства лакокрасочных материалов и покрытий
- Требования к качеству ЛКМ
- Совместимость лакокрасочных материалов
- Расходные материалы для подготовки поверхностей
- Материалы основного слоя
- Маркировки лакокрасочных составов
- Методы нанесения ЛКМ
- Особенности хранения
Определение ЛКМ
Эмали и краски необходимы для образования верхних слоев, которые должны соответствовать ряду требований по декоративности и устойчивости к неблагоприятным воздействиям.
Понятие «лакокрасочная среда» означает совокупность жидких компонентов, а термин «лакокрасочное покрытие» называет пленку, которая появляется в ходе сложных химических и физических процессов. Окрашиваемое основание называется подложкой.
Назначение материалов
Лакокрасочные материалы и покрытия необходимы для решения нескольких задач:
- Защита обрабатываемых конструкций от неблагоприятного воздействия окружающей среды.
- Придание поверхности желаемого декоративного эффекта .
Структура и слои
ЛКМ образует сложную структуру, которая включает несколько слоев. В их числе:
- Грунтовка. Является основанием покрытия и нужна для получения требуемой адгезии. Данный слой защищает материал от негативных воздействий и агрессивных сред, включая щелочи, которые выделяются бетонными конструкциями, либо пластификаторы, присутствующие в пластмассовых изделиях.
- Функциональный (промежуточный слой). Необходим для усиления защитных функций предыдущего покрытия и скрытия неровностей.
 Делает покрытие устойчивым к механическим нагрузкам и улучшает такие параметры, как светоотражение, приостановление диффузии и т.д.
Делает покрытие устойчивым к механическим нагрузкам и улучшает такие параметры, как светоотражение, приостановление диффузии и т.д. - Внешний слой. Играет ключевую роль в облицовке, защищая поверхность от атмосферных осадков, ультрафиолета, сырости, химикатов и растворителей. Придает предмету требуемые декоративные качества.
 Делает покрытие устойчивым к механическим нагрузкам и улучшает такие параметры, как светоотражение, приостановление диффузии и т.д.
Делает покрытие устойчивым к механическим нагрузкам и улучшает такие параметры, как светоотражение, приостановление диффузии и т.д.Толщина всей структуры достигает 1000 мкм (1 мм) и больше.
Грунтовый слой защищает материал от негативных воздействий.
Классификация лакокрасочных материалов
ЛКМ различают по ряду параметров:
- Вид и назначение.
- Специфика связующих добавок.
- Оптические характеристики.
- Светоотражающие параметры.
- Тип финишного покрытия.
По виду
При выборе краски особое внимание уделяют материалу обрабатываемой поверхности. Серии для древесины продлевают срок службы конструкций, позволяя сформировать ровный огнестойкий слой. Для отделочных работ внутри помещения применяют масляные или алкидные смеси. Первые востребованы при облицовке напольных покрытий, стен и потолков, а вторые – для обработки предметов мебели, дверных и оконных конструкций.
Первые востребованы при облицовке напольных покрытий, стен и потолков, а вторые – для обработки предметов мебели, дверных и оконных конструкций.
Следующий тип ЛКМ – для металла. Они разработаны в целях защиты материала от коррозийных процессов под воздействием воздуха и влаги. Для окрашивания на улице подходят полиуретановые варианты, а для внутренних работ – серии на основе натуральных масел.
Если производится покраска пластиковой конструкции, ключевая задача такой процедуры сводится к восстановлению начального вида изделия. В составе не должны присутствовать вещества, способные повредить структуру пластика (например, растворители).
Декоративные предметы из натурального камня окрашивают материалами на основе латексных и акриловых частиц. Кирпич можно отделать смесями на базе акрила, полисилоксана и поливинилацетата.
Типы связующих компонентов
Ключевым элементом всех ЛКМ является связующая добавка. В большинстве случаев применяются неорганические или природные высокомолекулярные соединения.
Наибольшим спросом среди всего ассортимента продукции на рынке пользуются водно-дисперсионные смеси. Это обусловлено их универсальностью и возможностью использования как для наружных, так и для внутренних работ. Такие краски не выделяют токсичных веществ в процессе эксплуатации, хорошо разводятся в воде и быстро просыхают.
Летуче-смоляные варианты отличаются быстрым просыханием и неплохой адгезией к бетонным и кирпичным поверхностям. Однако они содержат растворитель, который является небезопасным для человеческого организма.
Органо-минеральные ЛКМ производятся на базе кремнийорганических веществ. Современные тенденции развития промышленности привели к появлению еще одной группы материалов – органосиликатных, которые состоят из 2 компонентов. Вещества предварительно смешивают, а затем распределяют по поверхности. Срок службы готового покрытия достигает 30 лет. Такие материалы отличаются пожарной опасностью и являются токсичными.
Традиционным типом красок являются масляные варианты.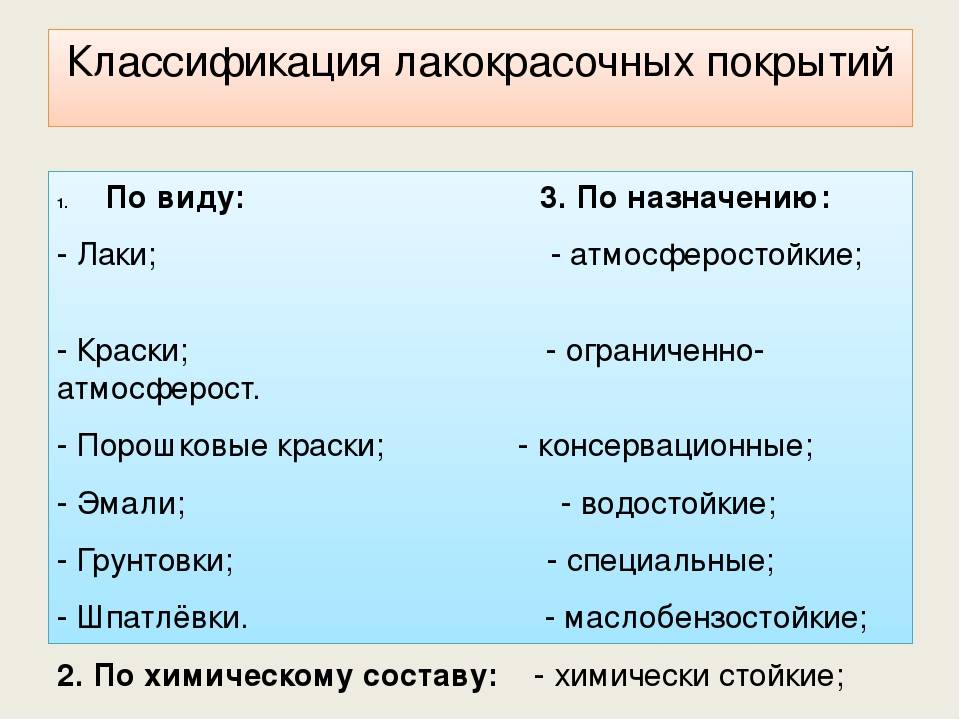 В качестве связующих добавок применяются олифы, которые получают из растительных масел.
В качестве связующих добавок применяются олифы, которые получают из растительных масел.
Связующее вещество один из главных компонентов в составе краски.
Оптические свойства
По данным параметрам ЛКМ бывают прозрачными и непрозрачными. К первым относятся декоративные лаки, ко вторым – смеси с пигментацией с соответствующим оттенком и фактурой.
Способность отражать свет
Существующие типы красок различаются интенсивностью зеркального блеска. В зависимости от способности отражать свет, они бывают глянцевыми и среднеглянцевыми, матовыми и глубоко матовыми.
По характеру поверхности
Для окрашивания конструкций используют 2 типа красок с разным характером поверхности. Среди них:
- Гладкие типы.
- Фактурные разновидности (шероховатые).
Опасность лакокрасочных материалов
Некоторые типы материалов, включая эмали, растворители и лаки, отличаются быстрым воспламенением и взрывоопасностью. Исключением считаются водно-дисперсионные и водорастворимые варианты. Хранить большие объемы красок в домашних условиях не рекомендуют.
Хранить большие объемы красок в домашних условиях не рекомендуют.
В составе ЛКМ содержатся органические летучие компоненты (эфиры и спирты). При попадании в человеческий организм они способны вызвать сильное отравление и аллергические реакции. Этилбензол, стирол и ряд других химических соединений являются сильными канцерогенами.
Токсические добавки из состава ЛКМ могут попадать в организм через кожу, дыхательные пути и органы ЖКТ. Наибольшую опасность для здоровья представляют пары, которые проникают в легкие вместе с воздухом.
Интенсивность негативного влияния красок зависит от их летучести. Эта характеристика указывает на скорость загрязнения пространства внутри помещения.
Многие растворители представляют опасность для здоровья. Даже в небольшой концентрации они провоцируют повышенное возбуждение, а в критических дозах вызывают головные боли, тошноту, рвоту и сильное отравление.
Ацетон, бензин и всевозможные спирты поражают слизистые оболочки верхних дыхательных путей и глаз. Кроме того, они могут спровоцировать аллергические реакции и воспаления кожи.
Кроме того, они могут спровоцировать аллергические реакции и воспаления кожи.
При длительном контакте с краской можно получить отравление.
Компоненты лакокрасочных составов
Современные марки ЛКМ состоят из десятков разных компонентов. В их числе:
- Пигменты.
- Пластификаторы и образователи пленки.
- Разбавители.
- Растворители.
- Отвердители.
- Антиоксиданты и прочие целевые добавки.
Эти химические соединения влияют на характеристики и параметры готового покрытия.
Связующие вещества
Ключевая задача таких веществ – формирование плотной пленки на поверхности обрабатываемого материала. Они соединяют частицы пигментов, защищая конструкцию от негативных воздействий окружающей среды.
С учетом стандартов ДИН 55 945, в качестве связующего компонента используется нелетучая часть ЛКМ с включением пластификаторов и сиккативов.
Качество образователя пленки определяется несколькими параметрами:
- Вязкость.
- Поверхностное натяжение.
- Концентрация летучих и нелетучих соединений.
- Содержание гелей и микрогелей.
- Размеры частиц.

Эти показатели влияют на прочностные свойства и срок службы финишного покрытия.
В список пленкообразователей входят олифы натурального или искусственного происхождения. Синтетические аналоги дешевле природных, но они менее безопасны для организма человека.
Красящие пигменты
Это специальные цветные порошки, которые почти не растворяются в дисперсионных средах (органических составах, воде и пленкообразователях), но обеспечивают равномерный слой на поверхности. В промышленных условиях выпускается больше 500 тыс. видов пигментов. Они различаются цветом (колером) финишного слоя, стойкостью к негативным воздействиям окружающей среды и деформационно-прочностными свойствами. Для примера, алюминиевый порошок предотвращает появление ржавчины на стальных изделиях, а малярная сажа провоцирует коррозию.
В зависимости от происхождения, выделяют несколько типов таких добавок:
- Натуральные (охра, мел, сиена, умбра коричневая).
- Синтетические и металлические (медный порошок, алюминиевая и цинковая пудра и т.д.). В эту категорию входят вещества органического и неорганического происхождения.

Все добавки из группы пигментов обладают несколькими важными свойствами:
- Дисперсность. Понятие характеризует тонкость помола. Если размеры частиц больше 0,2-10 мкм, финишный слой пленки станет неровным и шероховатым.
- Кроющие свойства. Определяют способность вещества перекрывать оттенок подложки. Показатель зависит от объемов компонентов на 1 кв. м, которых хватит для перекрашивания поверхности.
- Интенсивность. Свойство влияет на качество передачи веществом своего оттенка.
- Маслоемкость. Указывает на способность удерживать связующие добавки на поверхности. Свойство определяется удельной поверхностью частиц и степенью смачиваемости.
- Плотность. Показатель зависит от кристаллической структуры пигмента. Самым тяжелым веществом считается свинцовый сурик с плотностью от 8600 кг/куб. м, а самым легким – лазурь (1800 кг/куб. м).
- Светостойкость. Характеризует способность вещества сохранять начальный состав и оптические параметры при взаимодействии со светом. Отдельные виды подвергаются потемнению на свету, а другие теряют цвет. Точные показатели светостойкости определяются химическим составом компонента, его содержанием и типом связующих добавок.
- Токсичность. Многие добавки, которые есть в ЛКМ, отличаются безопасностью для человеческого организма. Однако существуют и токсичные виды, которые представляют угрозу для человека и окружающей среды. К ним относятся составы на базе меди, мышьяка и свинца. Из-за повышенного класса опасности их нужно наносить с соблюдением всех правил и рекомендаций производителя.
 Указывает на способность удерживать связующие добавки на поверхности. Свойство определяется удельной поверхностью частиц и степенью смачиваемости.
Указывает на способность удерживать связующие добавки на поверхности. Свойство определяется удельной поверхностью частиц и степенью смачиваемости.
В коллекции оттенков представлено больше 10 тыс. вариаций и свыше 300 тыс. готовых рецептур. Нужный цвет можно создавать по индивидуальному заказу.
Базис «А» обладает только белым цветом и подходит как для индивидуального применения, так и для производства пастельных красок. «B» обладает небольшой концентрацией белого пигмента в эмали и подходит для изготовления составов со средней насыщенностью. Базис «C» не содержит белого компонента и необходим для получения интенсивных цветов. Колеровка выполняется с помощью специализированного оборудования.
Существуют соединения, которые обеспечивают имитацию золота, платины, серебра, стали или бронзы. Металлические пигменты производятся в виде порошков, которые проходят цикл измельчения в специальных мельницах. Показатель их укрывистости равен 3-4 г/кв. м.
Красители
Такие компоненты обладают порошкообразной консистенцией и производятся из органического сырья, растворимого в спирте, воде и некоторых других веществах.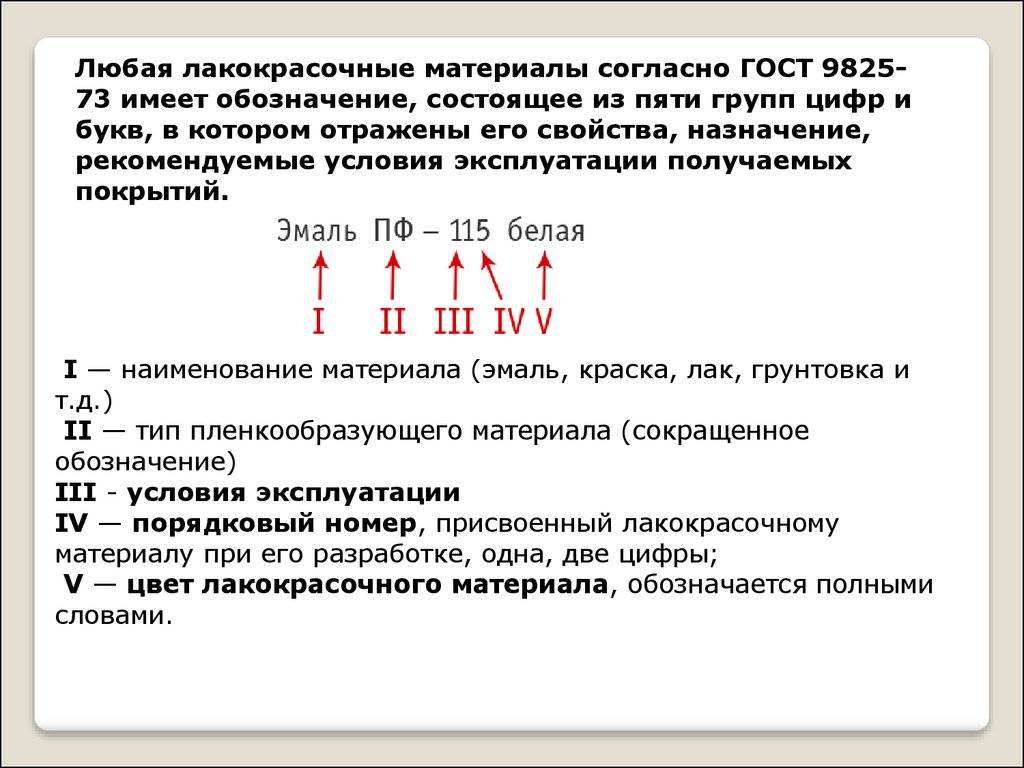 С учетом происхождения красители бывают синтетическими и природными. Первые выпускаются из каменноугольной смолы, а вторые – из красящих компонентов, которые выделяются растениями или животными организмами.
С учетом происхождения красители бывают синтетическими и природными. Первые выпускаются из каменноугольной смолы, а вторые – из красящих компонентов, которые выделяются растениями или животными организмами.
Наибольшим спросом пользуются такие красители:
- Ярко-красный фуксин.
- Фиолетово-цветной ализарин.
- Красно-розовый.
Красители производятся из органического сырья и имеют порошкообразную консистенцию.
Аддитивы
Технологические добавки, которые облегчают и ускоряют циклы диспергирования пигментов, смачивания подложки и устранения дефектов на поверхности. Также они обеспечивают затвердевание красок на этапах производства, перевозки, хранения и образования финишного слоя. Концентрация таких компонентов в составе достигает 0,02…3-5%.
Колоранты и колеры
Являются высокоинтенсивными колеровочными составами на базе пигментов, гликолей, поверхностно-активных добавок и прочих веществ. Производятся с включением и без связующих добавок. Используются для изменения цвета поверхности. В зависимости от интенсивности оттенка и тонировки, содержание колорантов в составе ЛКМ достигает 1-10%.
Используются для изменения цвета поверхности. В зависимости от интенсивности оттенка и тонировки, содержание колорантов в составе ЛКМ достигает 1-10%.
Тонеры
Эти мелкодисперсные вещества добавляются в краску без соединения с растворителем. С их помощью можно получить оптимальный цвет или эффект. Существуют разные типы тонеров, которые придают краске визуальные эффекты и цвета. Отдельные варианты создают имитацию люминесцентного блеска, металлического покрытия или эффекта старины.
Растворители и разбавители
В категорию растворителей входят многокомпонентные составы на основе летучих углеводородов, спиртов, эфиров и кетонов. Они необходимы для преобразования пленкообразующей добавки в оптимальное состояние для дальнейшего применения. Растворители нужны для регулировки вязкости лакокрасочных составов.
В большинстве случаев органические компоненты выпускаются в результате синтеза ацетона, бутилацетата или этилацетата, при перегонке нефтепродуктов, каменноугольной смолы и ряда других веществ. Наиболее часто встречаются такие растворители:
Наиболее часто встречаются такие растворители:
- Очищенный керосин.
- Скипидар.
- Ксилол.
Наименования таких веществ указаны в маркировке красок. Соответствие растворителей стандартам ГОСТ 3134 означает, что они безвредны.
Под разбавителями подразумеваются составы из 1 или нескольких частиц, которые не растворяют пленкообразователи, но придают им оптимальные вязкостные свойства.
С помощью растворителя регулируется вязкость лакокрасочных составов.
Разжижители краски
Компоненты испаряются в ходе сушки и добавляются для снижения вязкости материала. Наиболее часто в состав вносят смесь под названием P-60 (этиловый спирт и этилцеллозольв) и P-5 (состав из бутилацетата, ксилола и ацетона).
Отвердители
Добавки необходимы для тех ЛКМ, где в качестве образователя пленки используются термореактивные смолы. Они сшивают макромолекулы таких компонентов, создавая 3-мерную структуру. С помощью отвердителей можно перевести жидкие полимеры в твердое состояние, убрав их плавкость и растворимость.
Наполнители
Как и пигментирующие вещества, эти добавки являются тонкодисперсными порошками минерального происхождения, которые практически не растворяются в лакокрасочных составах. Они не характеризуются красящими свойствами, но могут разбавлять оттенок покрытия. Наполнители позволяют снизить расход основного материала и улучшить малярно-технические и эксплуатационные свойства покрытия. Кроме того, они улучшают устойчивость финишного слоя к негативным воздействиям окружающей среды.
Прочие добавки
Помимо упомянутых компонентов, в состав ЛКМ добавляют:
- Антиоксиданты.
- Реологические и тиксотропные добавки.
- Биоциды.
- Коалесценты.
- Загустители.
Загуститель – один из компонентов лакокрасочного материала.
Процесс высыхания ЛКМ
Сушка представляет собой процесс, при котором краска приобретает ряд важных характеристик. При выборе технологии нужно учитывать несколько факторов:
- Тип окрашиваемого изделия.
- Вид ЛКМ.
Существует несколько методов нанесения лакокрасочных материалов и их дальнейшей просушки. Естественный способ применяется в тех случаях, когда нет ограничений по времени высыхания.
Холодная сушка производится в температурных условиях +12…+20°C при относительной влажности до 65%. Точное время процедуры зависит от температуры окружающей среды, циркуляции воздуха и воздействия ультрафиолета. При усиленном воздухообмене высыхание происходит быстрее.
Горячая сушка широко применяется в промышленных условиях, т.к. позволяет получить качественное покрытие и повышает производительность процесса.
Свойства лакокрасочных материалов и покрытий
К физико-химическим характеристикам материалов относят вязкость, укрывистость, плотность, время высыхания и образования пленки. Химические свойства определяют соотношение компонентов в составе. Малярно-технические свойства указывают на удобство окрашивания и включают такие показатели:
- Стекаемость.
- Перелив.
- Наносимость.
- Плотность.

Требования к качеству ЛКМ
Стандарты качества материалов прописаны в нескольких нормативных актах. Они основаны на нескольких параметрах:
- Вязкость. Показатель измеряется с использованием вискозиметров. Качественный состав обладает оптимальной консистенцией, которая соответствует условиям применения ЛКМ и не создает дискомфорт при распределении.
- Дисперсность. Определяется величиной самых крупных включений. Чем мельче компоненты, тем лучше распределяется краска и ниже ее расход.
- Кроющие свойства. Требования указаны в ГОСТ 8784, ISO 6504 и ISO 2814.
В ГОСТ 19007 прописана продолжительность высыхания краски.
Совместимость лакокрасочных материалов
В нормативных актах ISO 12944-5 есть подробное описание совместимости красок с учетом их способности сохранять свойства без проявления дефектов. Перед окрашиванием поверхности нужно внимательно изучить эти параметры, используя таблицу совместимости ЛКМ.
| Тип наносимого состава | Грунтующий слой | |||||||||||
| АК | АС | АУ | ВГ | ВЛ | ГФ | КФ | МЛ | МС | МЧ | ПФ | УР | |
| Алкидно-акриловые (АС) | + | + | – | – | + | + | – | – | – | + | + | – |
| Алкидно-стирольные (МС) | + | + | – | + | – | + | – | – | + | – | + | – |
| Винилхлоридные (ХС) | + | – | – | – | + | + | + | – | – | – | + | – |
| Масляные (МА) | – | – | – | – | + | + | + | – | + | – | + | – |
| Эпоксидные (ЭП) | + | – | – | + | + | + | – | + | – | – | + | – |
| Меламиновые (МЛ) | + | – | – | – | + | + | + | + | + | + | + | – |
| Полиуретановые (УР) | + | – | – | – | + | + | – | – | – | – | + | + |
Расходные материалы для подготовки поверхностей
Предварительные работы начинаются с распределения грунтовочного раствора. Эта смесь формирует непрозрачный или прозрачный однородный слой с хорошими адгезионными свойствами. Она необходима для улучшения качеств ЛКМ по ГОСТ P 51693. Грунтовка способствует повышению плотности материала и равномерному распределению краски, штукатурки, шпаклевки, клея для обоев и прочих составов.
Эта смесь формирует непрозрачный или прозрачный однородный слой с хорошими адгезионными свойствами. Она необходима для улучшения качеств ЛКМ по ГОСТ P 51693. Грунтовка способствует повышению плотности материала и равномерному распределению краски, штукатурки, шпаклевки, клея для обоев и прочих составов.
В зависимости от назначения, грунтовки бывают антикоррозийными (для металлических изделий), антисептическими (для обработки дерева), пропиточными или глубокого проникновения.
Следующим расходным материалом, который требуется для подготовки поверхности, является шпаклевка. Раствор выпускается в жидкой или пастообразной консистенции, позволяющей устранить дефекты поверхности и сформировать ровный слой.
Подготовительный этап подразумевает использование подмазок для устранения мелких трещин, выбоин или царапин, а также заполнителя пор.
Материалы основного слоя
Он состоит из лаков, которые производятся из шеллака – специальной смолистой субстанции, формирующей плотную и твердую пленку с хорошими адгезионными свойствами.
В составе лака отсутствуют пигменты, но могут содержаться отвердители, пластификаторы и ряд других компонентов, положительно влияющих на качество покрытия.
Для основного слоя используют спиртовые лаки, на основе синтетических полимерных частиц, растворенных в спирте, либо масляные и смоляные лаки. Наибольшим спросом среди всех ЛКМ для окрашивания поверхностей пользуются краски и эмали..
В первую категорию входят различные вещества с жидкой или пастообразной консистенцией. Вторая группа описывает лаки с пигментацией.
Спиртовой лак используется для основного слоя.
Маркировки лакокрасочных составов
Для удобной классификации используют специальную маркировку красок. Она включает несколько буквенно-числовых сокращений, отвечающих за соответствующие показатели.
В зависимости от состава пленкообразователя, различают такие обозначения:
- АД – полиамиды.
- АС – солимеры полиакрила.
- АУ – алкидно-уретановые компоненты.
- БТ – битумы и пеки.
- КК – канифоль.
- КП – копалы.
- КЧ – каучуки.
- МА – растительные масла.
- МЛ – меламиновые.

Между группами знаков может присутствовать уточнение некоторых свойств:
- Б – без летучих растворителей.
- В – составы, которые растворяются в воде.
- ВД – ЛКМ из водно-дисперсионной группы.
- П – порошковые и др.
Цифры указывают на условия эксплуатации и назначение серии.
Смеси от зарубежных производителей могут обозначаться по другим принципам, которые не связаны со спецификой их производства или назначением.
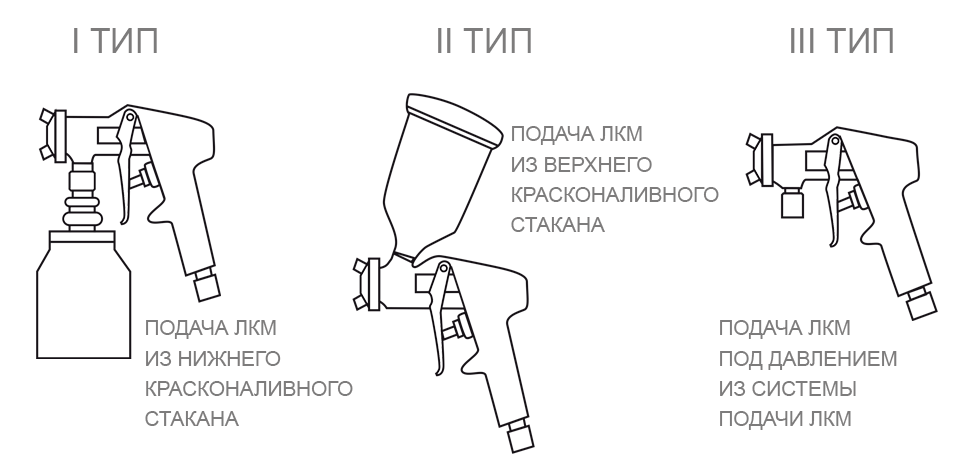
Методы нанесения ЛКМ
Для распределения ЛКМ используют разные технологии и приспособления. Подходящий метод выбирается с учетом типа окрашиваемой поверхности, ее размеров и требований к качеству или свойствам финишного слоя.
Пневматическое распыление является популярным способом нанесения красок и лаков. Оно выполняется как с предварительным прогреванием смеси, так и без этой процедуры. В случае подогрева материал становится более вязким без включения в его состав растворителей.
В случае подогрева материал становится более вязким без включения в его состав растворителей.
Следующий популярный метод – окунание предмета в красящий состав. Технология ограничивается геометрической формой и габаритами предмета. Ее часто используют в промышленных условиях для окрашивания брусковых или погонажных изделий.
Отделка накатом (вальцеванием) практикуется при окрашивании плоских поверхностей.
Особенности хранения
Правила хранения органоразбавляемых ЛКМ подразумевают использование сухих, неотапливаемых помещений с температурой -40… +40°C. Составы не должны находиться рядом с нагревательным оборудованием, щелочными веществами, кислотами и прочими химикатами.
Водно-дисперсионные смеси в холодный период хранятся в отапливаемых постройках с температурой выше 0°C.
Продукцию, расфасованную в пластиковые емкости, можно держать в штабелях высотой до 3 м на поддонах из дерева.
Разрешается хранить ЛКМ в таре на открытом пространстве при комплектации отгрузки, но не дольше 3 суток.
Если для состава требуются особые условия хранения, они должны указываться на упаковке или в нормативно-технической документации.
Владимир
Специалист по ЛКМ
Задать вопрос
Я эксперт в области производства лакокрасочной продукции. Знаю все о красках и полимерных защитных покрытиях
Могу помочь при выборе подходящего красящего материала и готов ответить на интересующие Вас вопросы
Похожие статьи
Виды лакокрасочных материалов
- Главная
- Виды лакокрасочных материалов
Уже длительное время актуальны лакокрасочные материалы. С помощью их не просто создается архитектурно-декоративный вид, но осуществляется защита базовой поверхности от различного воздействия окружающей среды. В зависимости от вида такого материала, покрываются разные поверхности. Некоторые из них предназначены для наружного покрытия, а некоторые – исключительно для внутреннего.
С помощью их не просто создается архитектурно-декоративный вид, но осуществляется защита базовой поверхности от различного воздействия окружающей среды. В зависимости от вида такого материала, покрываются разные поверхности. Некоторые из них предназначены для наружного покрытия, а некоторые – исключительно для внутреннего.
В независимости от типа и вида, лакокрасочные изделия представляют состав, в котором присутствуют: связывающее вещество, наполнитель, пигмент и самые различные добавки, позволяющие повышать технологические и эксплуатационные характеристики. Каждая составляющая, выполняет определенные функции. Например: связывающее вещество позволяет сцеплять пленку лакокрасочного материала с поверхностью, наполнитель делает сырье тягучим и гладким при нанесении, а пигменты придают материалу определенный оттенок.
В зависимости от связывающего компонента, такой вид сырья разделяется на несколько групп. Важно заметить, что каждый вид – популярен и имеет особенное предназначение:
- неводные краски – материал используется для защитных и декоративных целей. Он не популярный, так как при использовании имеет специфический запах. К тому же, сохнет нанесенный слой дольше, чем другие вещества. При этом поверхность должна быть покрыта таким составом в несколько слоев, где каждый слой должен хорошо высохнуть. В большинстве случаях, такое сырье используется для защиты поверхности, особенно при обшивке досок, выполняя функции грунтовки. Преимуществом такого лакокрасочного материала является малый расход и высокий уровень наполняемости;
- водно-дисперсионные краски – данное сырье изготовлено на основе синтетических полимеров, наделенных связывающими характеристиками. В качестве разбавителя такого материала, используется не органический растворитель, а вода. После нанесения краски на поверхность, она испаряется, а покрытие твердеет, наделяется такими качествами, как высокой водостойкостью и пожаробезопасностью. В продаже такое сырье представлено в виде жидкой пасты, которая перед покраской, разбавляется водой;
- водные краски – это самый популярный вид отделочного материала, широко применяющийся в быту. Такое сырье идеально подходит для окрашивания стен в закрытых помещениях, где нет вытяжки. Его главным преимуществом является то, что он не имеет запаха, вообще не токсичен, быстро сохнет;
- эмали – разновидность лакокрасочных материалов, который представляет собой красящее вещество из натуральной или синтетической смолы, полимеров с различными добавками. Таким составом можно красить любые виды поверхностей: металл, дерево, штукатурку, бетон, даже монтажную пену и герметик. После нанесения, эмаль быстро высыхает, образуя прочную, гладкую пленку на поверхности базовой основы;
- лаки – эффективные и практичные растворы плёнкообразующих веществ из синтетических или натуральных смол, полимеров в органических растворителях. Использоваться они начали довольно давно и по настоящее время остаются актуальными. Нанося такое вещество на поверхность, образуется твердая, прозрачная пленка, которая плотно, надежно удерживается на подложке;
- растворители – это раствор, применяющийся для химического разбавления красок и эмалей. Некоторые виды лакокрасочных материалов невозможно использовать для нанесения на поверхность, пока не будет использовано такое вещество. Применяя растворитель, можно получить ожидаемую степень вязкости и плотности краски или эмали, а уже после этого наносить их на базовую основу. Растворитель принимает участие только в процессе нанесения краски, после этого, во время высыхания, он полностью испаряется;
- грунтовки – это эффективный жидкий раствор, состоит из смеси наполнителей, который образует связывающее полимерное клеевое вещество. Наносится оно на поверхность в процессе подготовки отделочных работ. Главная цель грунтовки – повысить адгезию между поверхностью и слоем отделочного материала. Состав проникает в основание на глубину до 5 мм и образует цепочку полимеров, делающие поверхность крепче, прочнее и надежнее. К тому же, на разных поверхностях, может выполнять и защитные функции. Например, на металле, устранить вероятность появления коррозии;
- шпатлевки – лакокрасочный материал, с помощью которого можно выровнять поверхность, устранить разного рода дефекты на основе, в том числе и заполнить выемки, неровности перед тем, как нанести краски. В своем составе такое сырье может иметь различные вяжущие составляющие: цемент, гипс или полимеры. После нанесения, шпатлевка быстро сохнет, излишки убираются при помощи наждачной бумаги, делая поверхность идеально ровной;
- нитрорастворители и нитрокраски – это особая группа лакокрасочных веществ, которая отличается «капризностью». Материал не подходит для смешивания с масляными красками, так как они просто растворяют ее пленку. К тому же, они токсичны, пожароопасны и наносятся на поверхности, которые специально подготовлены для окрашивания. Как правило, они продаются уже готовыми к нанесению. Преимуществом такого лакокрасочного материала является уникальный «зеркальный» эффект после высыхания. Его не может повторить ни одна из современных красок и эмалей.
 Он не популярный, так как при использовании имеет специфический запах. К тому же, сохнет нанесенный слой дольше, чем другие вещества. При этом поверхность должна быть покрыта таким составом в несколько слоев, где каждый слой должен хорошо высохнуть. В большинстве случаях, такое сырье используется для защиты поверхности, особенно при обшивке досок, выполняя функции грунтовки. Преимуществом такого лакокрасочного материала является малый расход и высокий уровень наполняемости;
Он не популярный, так как при использовании имеет специфический запах. К тому же, сохнет нанесенный слой дольше, чем другие вещества. При этом поверхность должна быть покрыта таким составом в несколько слоев, где каждый слой должен хорошо высохнуть. В большинстве случаях, такое сырье используется для защиты поверхности, особенно при обшивке досок, выполняя функции грунтовки. Преимуществом такого лакокрасочного материала является малый расход и высокий уровень наполняемости;
 Такое сырье идеально подходит для окрашивания стен в закрытых помещениях, где нет вытяжки. Его главным преимуществом является то, что он не имеет запаха, вообще не токсичен, быстро сохнет;
Такое сырье идеально подходит для окрашивания стен в закрытых помещениях, где нет вытяжки. Его главным преимуществом является то, что он не имеет запаха, вообще не токсичен, быстро сохнет;
 Некоторые виды лакокрасочных материалов невозможно использовать для нанесения на поверхность, пока не будет использовано такое вещество. Применяя растворитель, можно получить ожидаемую степень вязкости и плотности краски или эмали, а уже после этого наносить их на базовую основу. Растворитель принимает участие только в процессе нанесения краски, после этого, во время высыхания, он полностью испаряется;
Некоторые виды лакокрасочных материалов невозможно использовать для нанесения на поверхность, пока не будет использовано такое вещество. Применяя растворитель, можно получить ожидаемую степень вязкости и плотности краски или эмали, а уже после этого наносить их на базовую основу. Растворитель принимает участие только в процессе нанесения краски, после этого, во время высыхания, он полностью испаряется;
 В своем составе такое сырье может иметь различные вяжущие составляющие: цемент, гипс или полимеры. После нанесения, шпатлевка быстро сохнет, излишки убираются при помощи наждачной бумаги, делая поверхность идеально ровной;
В своем составе такое сырье может иметь различные вяжущие составляющие: цемент, гипс или полимеры. После нанесения, шпатлевка быстро сохнет, излишки убираются при помощи наждачной бумаги, делая поверхность идеально ровной;
Порошковая окраска изделия
Метод обработки поверхности порошковыми материалами широко известен с середины прошлого века. Для изделий, поддающихся термической обработке, этот метод стал полноценной альтернативой покраске обычными жидкими лакокрасочными материалами (ЛКМ).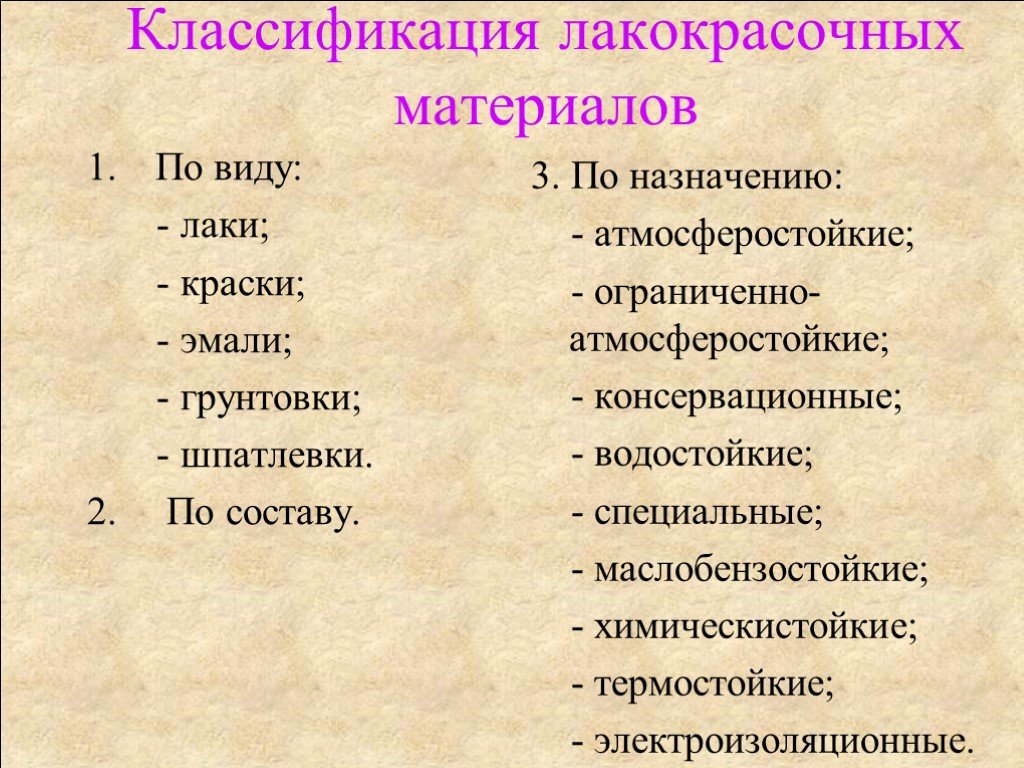 Например, благодаря своим неоспоримым преимуществам порошковая покраска занимает доминирующее положение в автомобильной промышленности.
Например, благодаря своим неоспоримым преимуществам порошковая покраска занимает доминирующее положение в автомобильной промышленности.
Наиболее заметным преимуществом является то, что отверждение слоя краски (полимеризация веществ) происходит очень быстро. Это экономит не только время, но и материалы, так как порошковое покрытие наносится в один слой. Другие краски — часто требуют нанесения двух-трех слоев и требуют гораздо больше времени для высыхания.
Широкая цветовая палитра порошковой краски позволяет реализовать самые невероятные строительные решения. Разработанная технология покраски создает имитацию любой поверхности, а также обладает дополнительными защитными свойствами.
Преимущества порошковой окраски
Цена порошковой краски, срок службы которой более 15 лет (в среднем 30-50 лет), даже в агрессивных средах, намного дешевле жидких красок с гарантией 2 года. Стоимость покраски зависит от типа используемой краски, формы и размера окрашиваемого изделия, способа нанесения полимерного материала.
Также устойчив к атмосферным воздействиям и не требует ежегодного обновления.
Материалы, на которые можно наносить:
- стекло;
- керамика;
- МДФ;
- Изделия металлические, выдерживающие нагрев до 200 С.
Способы нанесения и цикл
Краски порошковые применяются в крупной промышленности, на средних и малых предприятиях, в быту, применяются различными способами:
- трибостатический заряд;
- электростатическое напыление.
Согласно законам электростатики, порошок притягивается к изделию, так как имеет противоположный заряд – положительный получает порошок, продукт получает отрицательный заряд.
Опрыскивание из краскопульта проводят на очищенную поверхность, чтобы краска легла ровно.
Порошок в распылительной камере изначально находится во взвешенном состоянии. Частицы краски, не осевшие на поверхности изделия, выделяют регенерацией. Порошковая краска по сути 98% безотходность.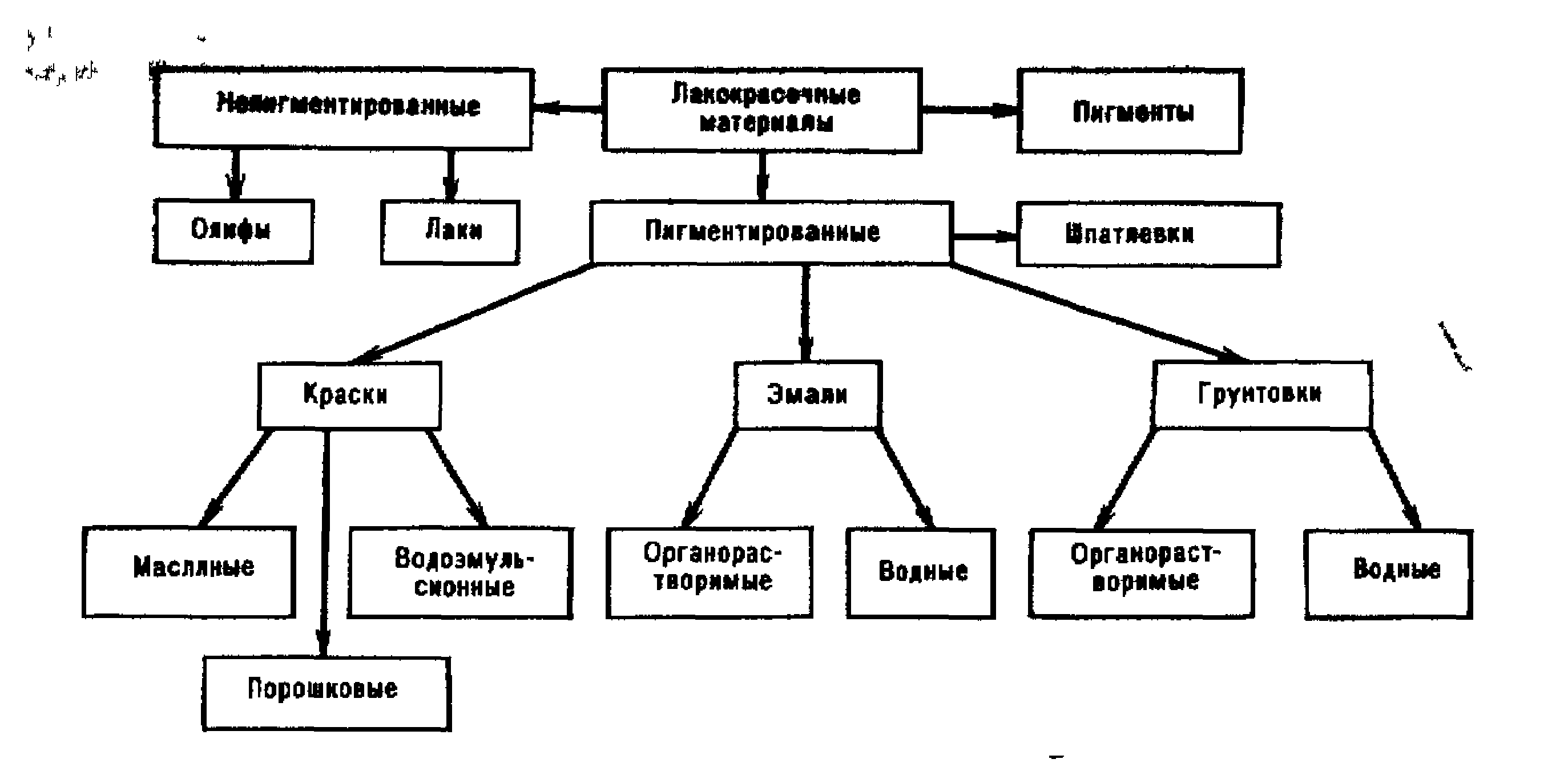 По сравнению с жидкостью, потери которой могут достигать 40%.
По сравнению с жидкостью, потери которой могут достигать 40%.
Процесс нанесения
Однако предварительно поверхность необходимо подготовить, а именно: очистить, обезжирить и обработать химическими составами.
Затем идет покраска в распылительной камере, должна быть температура 170-200 С, в результате чего краска плавится, покрывает окрашенную деталь монолитным слоем.
Оплавление порошковых красок проходит следующие этапы:
- порошок становится вязким;
- из расплавленных частиц порошка формируется монолитный слой.
Широкая цветовая палитра порошковой краски позволяет реализовать самые невероятные строительные решения. Разработанная технология покраски создает имитацию любой поверхности, а также обладает дополнительными защитными свойствами.
Преимущества порошковой окраски
Цена порошковой краски, срок службы которой более 15 лет (в среднем 30-50 лет), даже в агрессивных средах, намного дешевле жидких красок с гарантией 2 года. Стоимость покраски зависит от типа используемой краски, формы и размера окрашиваемого изделия, способа нанесения полимерного материала.
Стоимость покраски зависит от типа используемой краски, формы и размера окрашиваемого изделия, способа нанесения полимерного материала.
Также устойчив к атмосферным воздействиям и не требует ежегодного обновления.
Материалы, на которые можно наносить:
- стекло;
- керамика;
- МДФ;
- Изделия металлические, выдерживающие нагрев до 200 С.
Способы нанесения и цикл
Краски порошковые применяются в крупной промышленности, на средних и малых предприятиях, в быту, применяются различными способами:
- трибостатический заряд;
- электростатическое напыление.
Согласно законам электростатики, порошок притягивается к изделию, так как имеет противоположный заряд – положительный получает порошок, продукт получает отрицательный заряд.
Опрыскивание из краскопульта проводят на очищенную поверхность, чтобы краска легла ровно.
Порошок в распылительной камере изначально находится во взвешенном состоянии. Частицы краски, не осевшие на поверхности изделия, выделяют регенерацией. Порошковая краска по сути 98% безотходность. По сравнению с жидкостью, потери которой могут достигать 40%.
Частицы краски, не осевшие на поверхности изделия, выделяют регенерацией. Порошковая краска по сути 98% безотходность. По сравнению с жидкостью, потери которой могут достигать 40%.
Процесс нанесения
Однако предварительно поверхность необходимо подготовить, а именно: очистить, обезжирить и обработать химическими составами.
Затем идет покраска в распылительной камере, должна быть температура 170-200 С, в результате чего краска плавится, покрывает окрашенную деталь монолитным слоем.
Оплавление порошковых красок проходит следующие этапы:
- порошок становится вязким;
- из расплавленных частиц порошка формируется монолитный слой.
Постановление таможенной службы HQ 734795 — Требования к маркировке страны происхождения отводов и тройников из нержавеющей стали; наконечник из нержавеющей стали; хомуты из нержавеющей стали; корпуса клапанов из необработанной нержавеющей стали, используемые для оборудования для молочной и пищевой промышленности; специальная маркировка труб и трубок; заметная трафаретная краска; разборчивый; постоянный; травление; 19 США 1304(с)
MAR-2-05 CO:R:C:V 734795 RSD
Р.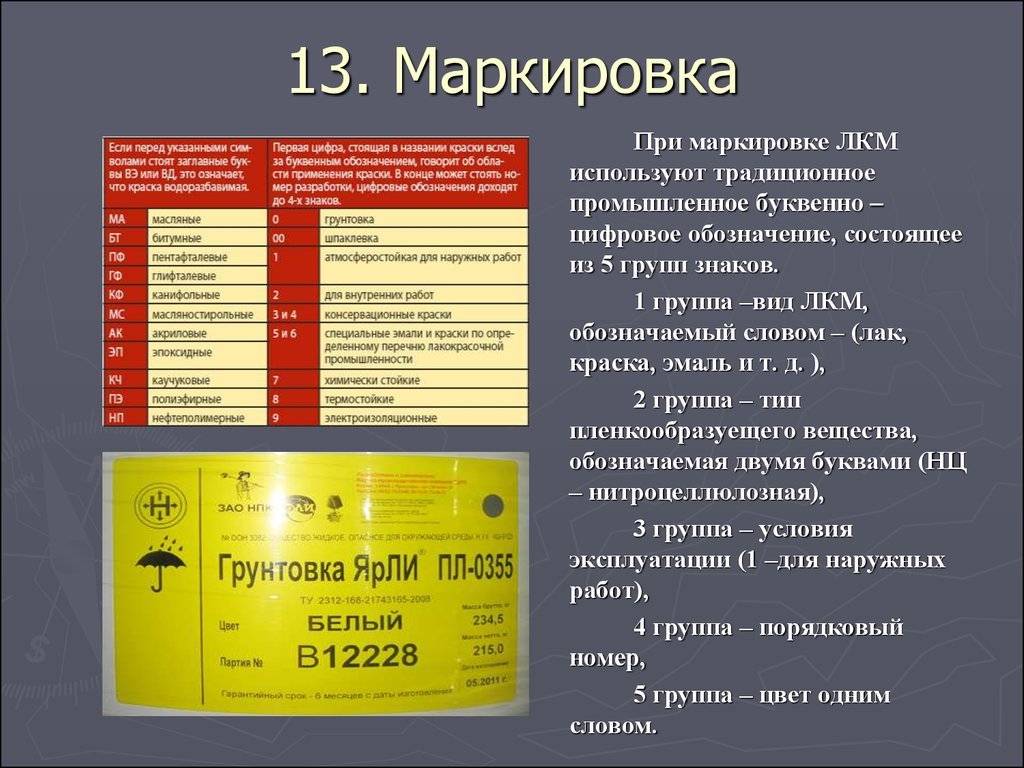 Кевин Уильямс, эсквайр.
Кевин Уильямс, эсквайр.
O’Donnell, Byrne & Williams
20 North Wacker Drive
Suite 3710
Чикаго, Иллинойс 60606
RE: Требования к маркировке страны происхождения для отводов и тройников из нержавеющей стали; наконечник из нержавеющей стали; хомуты из нержавеющей стали; корпуса клапанов из необработанной нержавеющей стали, используемые для оборудования для молочной и пищевой промышленности; специальная маркировка труб и трубок; заметная трафаретная краска; разборчивый; постоянный; травление; 19USC 1304(c)
Уважаемый г-н Уильямс!
Это ответ на Ваше письмо от 25 августа 1992 г., направленное от имени G&H Products Corp., в котором запрашивается решение относительно требований к маркировке страны происхождения для
отводы и тройники из нержавеющей стали; хомуты из нержавеющей стали; втулки из нержавеющей стали; и корпуса клапанов из необработанной нержавеющей стали. Вместе с вашим письмом от 25 августа 1992 г. были представлены семь образцов этих статей. Впоследствии были представлены три дополнительных образца. 23 апреля 1993, в Управлении регламентов и правил была проведена встреча с одним из моих сотрудников, чтобы обсудить ваш запрос о вынесении решения. Мы сожалеем о задержке с ответом.
Впоследствии были представлены три дополнительных образца. 23 апреля 1993, в Управлении регламентов и правил была проведена встреча с одним из моих сотрудников, чтобы обсудить ваш запрос о вынесении решения. Мы сожалеем о задержке с ответом.
ФАКТЫ:
G&H Products of Kenosha, Wisconsin, импортирует отводы и тройники из нержавеющей стали из Дании, наконечники из нержавеющей стали из Дании и Тайваня, хомуты из нержавеющей стали из Тайваня, необработанные корпуса клапанов из нержавеющей стали из Дании и готовые приводы клапанов из нержавеющей стали. Товары ввозятся через порт Чикаго.
Отводы и тройники изготовлены из труб из нержавеющей стали американского или шведского производства. Они экспортируются в Данию и изготавливаются в виде отводов и тройников компанией LKM, материнской корпорацией G&H Products. Отводы и тройники импортируются с номинальным размером 1″, 1 1/2″, 2″, 2 1/2″, 3″ и 4″.
Представленный образец представляет собой изгиб диаметром 3 дюйма в импортном состоянии. Слова «Сделано в Дании» нанесены чернилами на изгибе буквами высотой около 1/8 дюйма. Марка нержавеющей стали также нанесена по трафарету. Все отводы и тройники, импортируемые компанией G&H Products, маркируются таким образом. Компания G&H изменила свое постановление, заявив, что ни один из отводов и тройников не будет продаваться в импортированном состоянии в виде необработанных отводов и тройников. Тройники подвергаются дальнейшей обработке компанией G&H Products в США.В результате операций по обработке в США получаются отводы и тройники с различными типами отделки.
Слова «Сделано в Дании» нанесены чернилами на изгибе буквами высотой около 1/8 дюйма. Марка нержавеющей стали также нанесена по трафарету. Все отводы и тройники, импортируемые компанией G&H Products, маркируются таким образом. Компания G&H изменила свое постановление, заявив, что ни один из отводов и тройников не будет продаваться в импортированном состоянии в виде необработанных отводов и тройников. Тройники подвергаются дальнейшей обработке компанией G&H Products в США.В результате операций по обработке в США получаются отводы и тройники с различными типами отделки.
Отводы и тройники продаются в первую очередь предприятиям молочной и пищевой промышленности для использования в технологических линиях. Из-за строгих санитарных требований отводы и тройники обработаны в соответствии с санитарным стандартом «3-A», разработанным Международной ассоциацией специалистов по санитарному надзору за молоком, пищевыми продуктами и окружающей средой, Службой общественного здравоохранения США и Комитетом молочной промышленности.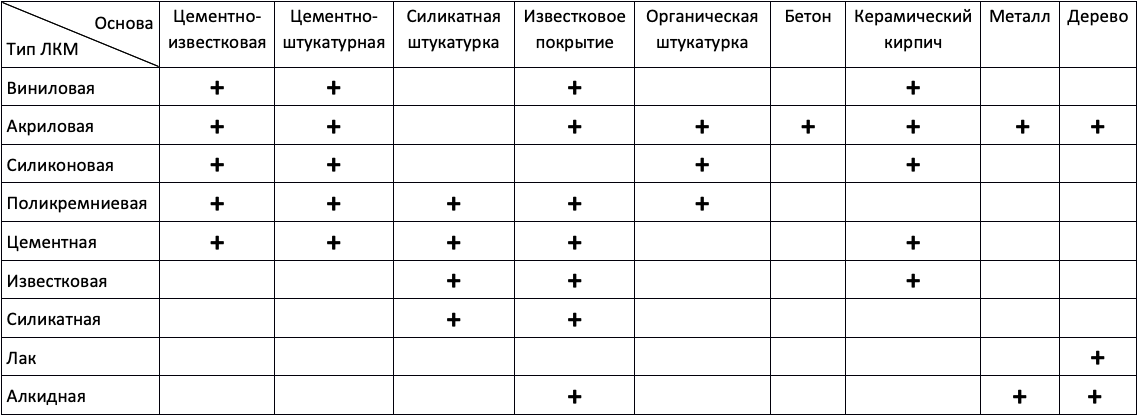
Этот санитарный стандарт для отводов и тройников требует, чтобы контактные поверхности продукта были изготовлены из нержавеющей стали, не имеющей дефектов, таких как ямки, складки и щели.
После приварки втулок, если таковые имеются, к отводам и тройникам в США и их полировки, страна происхождения выгравирована на боковой стенке отвода или тройника. Образец 2, представляющий собой колено, сваренное встык 1 1/2 дюйма, имеет слово «ДАНИЯ», выгравированное буквами высотой 1/16 дюйма. Гравировка также содержит буквы «G/H», марку нержавеющей стали и символ 3-A, показывающий, что колено или тройник одобрены для использования в санитарных целях. Отводы и тройники затем упаковываются в термоусадочную пленку для продажи, а этикетка с номером детали и страной происхождения также прикрепляется к пластиковой упаковке. Травление и этикетка используются на отводах и тройниках всех размеров.
G&H импортирует два основных типа наконечников: наконечники GC и наконечники с фаской. Каждый тип наконечника в конечном итоге будет приварен к другому компоненту выкидной линии, такому как изгиб, тройник, труба или штуцер, который соединяет компоненты выкидной линии. Втулки импортируются из Тайваня и Дании и доступны с номинальными размерами 1″, 1 1/2″, 2″, 2 1/2″, 3″ и 4″. Импортные втулки могут быть приварены к отводам и тройникам компанией G&H Product или могут быть проданы в импортном состоянии.
Втулки импортируются из Тайваня и Дании и доступны с номинальными размерами 1″, 1 1/2″, 2″, 2 1/2″, 3″ и 4″. Импортные втулки могут быть приварены к отводам и тройникам компанией G&H Product или могут быть проданы в импортном состоянии.
Образец 3 представляет собой 2-дюймовую стандартную зажимную втулку для сварки встык с полированной поверхностью. Образец 4 представляет собой короткую втулку для сварки 1 1/2 дюйма с полированной поверхностью. Страна происхождения, Дания или Тайвань, выгравирована буквами высотой 1/8 дюйма на шейке ферул GC. При продаже по отдельности ферулы GC упаковываются в термоусадочную пленку на карточке, и на них наклеивается этикетка с указанием номера детали и страна происхождения. Образец 5 представляет собой 2-дюймовую обжимную втулку с короткой шейкой и прямым скосом. Он используется с резьбовым коническим наконечником и шестигранной гайкой для соединения компонентов в напорной линии. Страна происхождения «Дания» или «Тайвань» выгравирована буквами высотой 1/8 дюйма на шейке простого наконечника со скошенной кромкой. При продаже
При продаже
по отдельности, плоские наконечники со скошенной кромкой упакованы в термоусадочную пленку на карточке. На карту наклеивается этикетка с номером детали и страной происхождения.
G&H Products импортирует зажимы GC, которые используются с ферулами GC для соединения компонентов в поточной линии. Образец 6 представляет собой зажим размером 1 1/2 дюйма. Зажимы импортируются из Тайваня, а слово «ТАЙВАНЬ» выгравировано буквами высотой 1/8 дюйма на боковой стороне зажимов.
G&H также импортирует необработанные корпуса клапанов SRC из Дании. Корпус клапана собирается со штоком клапана и пневматическим приводом или ручной ручкой, образуя готовый клапан. Все компоненты, используемые для изготовления клапана, произведены в Дании. Образец 7 представляет собой образец необработанного клапана SRC. Корпус клапана не маркируется во время импорта, но крайние контейнеры имеют маркировку страны происхождения. После того, как корпус клапана собран с остальными компонентами, собранный клапан маркируется страной-производителем с помощью этикетки, прикрепленной к клапану. Этикетка также содержит буквы «G/H», марку нержавеющей стали и символ 3-A, указывающий на то, что фитинг одобрен для использования в санитарных целях.
Этикетка также содержит буквы «G/H», марку нержавеющей стали и символ 3-A, указывающий на то, что фитинг одобрен для использования в санитарных целях.
G&H импортирует приводы клапанов SRC из Дании, которые после импорта собираются с корпусом клапана SRC и штоком клапана, образуя готовый клапан SRC. Приводы клапанов SRC управляются подачей сжатого воздуха в привод, чтобы заставить поршень двигаться. Наклейка с указанием страны происхождения прикрепляется к приводу при ввозе в США. Эта этикетка остается на приводе в процессе сборки и содержит страну происхождения готового клапана.
ВЫПУСК:
Какие требования к маркировке страны происхождения применимы к отводам и тройникам из нержавеющей стали, обжимным кольцам, зажимам GC, корпусам клапанов SRC и приводам клапанов SRC?
ЗАКОНОДАТЕЛЬСТВО И АНАЛИЗ:
Раздел 304 Закона о тарифах от 1930 г. с поправками (19 U.S.C. 1304) предусматривает, что, за исключением исключений, каждый предмет иностранного происхождения, ввозимый в США, должен быть промаркирован на видном месте как разборчивая и нестираемая. , и постоянно, насколько позволяет характер изделия (или контейнера), таким образом, чтобы указать конечному покупателю в США английское название страны происхождения изделия. Намерение Конгресса в принятии 19USC 1304, заключалась в том, что конечный покупатель должен иметь возможность узнать путем проверки маркировки на ввозимых товарах страну, продуктом которой является этот товар. «Очевидная цель состоит в том, чтобы маркировать товары таким образом, чтобы во время покупки конечный покупатель мог, зная, где были произведены товары, купить или отказаться от их покупки, если такая маркировка повлияет на его волю». Соединенные Штаты против Friedlaender & Co., 27 C.C.P.A. 297 на 302 (1940). C.A.D. 104 (1940).
, и постоянно, насколько позволяет характер изделия (или контейнера), таким образом, чтобы указать конечному покупателю в США английское название страны происхождения изделия. Намерение Конгресса в принятии 19USC 1304, заключалась в том, что конечный покупатель должен иметь возможность узнать путем проверки маркировки на ввозимых товарах страну, продуктом которой является этот товар. «Очевидная цель состоит в том, чтобы маркировать товары таким образом, чтобы во время покупки конечный покупатель мог, зная, где были произведены товары, купить или отказаться от их покупки, если такая маркировка повлияет на его волю». Соединенные Штаты против Friedlaender & Co., 27 C.C.P.A. 297 на 302 (1940). C.A.D. 104 (1940).
, часть 134, Таможенные правила (19 CFR, часть 134), реализует требования к маркировке страны происхождения и исключения из 19 U.S.C. 1304. Раздел 134.41(b) Таможенных правил (19 CFR 134.41(b)) требует, чтобы конечный покупатель в США мог легко найти маркировку и прочитать ее без напряжения.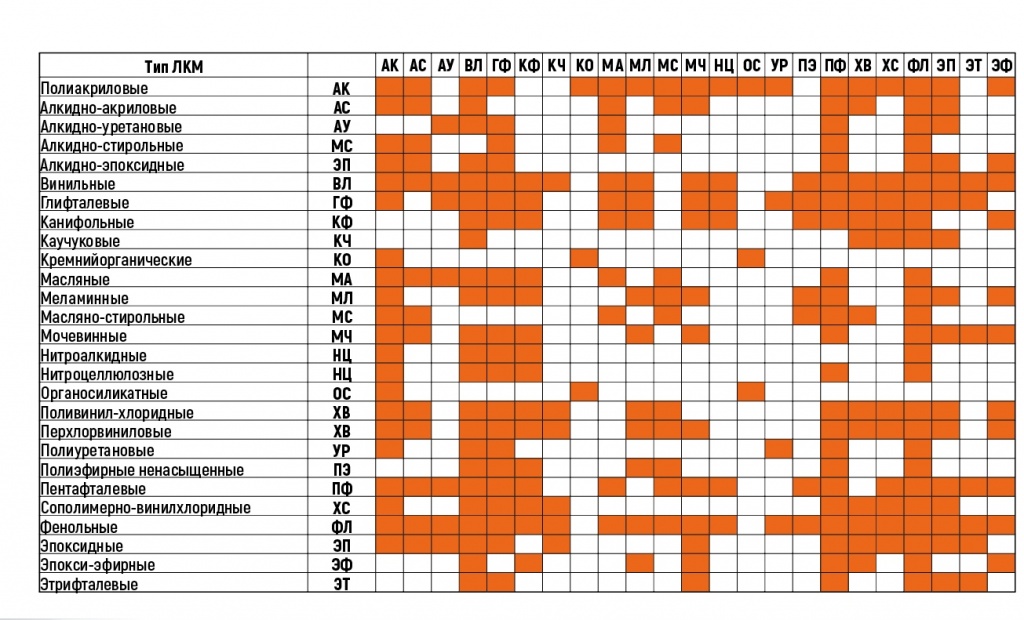
Раздел 207 Закона о торговле и тарифах от 1984 г. (Pub. L. 98-573) с поправками 19 U.S.C. 1304 требует, чтобы все без исключения трубы, трубки и фитинги из железа или стали были маркированы с указанием надлежащей страны происхождения посредством штамповки, литой надписи, травления или гравировки. 19USC 1304 (с). Однако после вступления в силу Раздела 207 внимание таможенных органов было обращено на то, что определенные трубы и фитинги из железа или стали не могут быть маркированы каким-либо из методов, предписанных разделом, без того, чтобы такие изделия не подходили для той цели, для которой они предназначены. были предназначены. Таможня запросила комментарии по этому вопросу и выпустила TD 86-15, опубликованный в Федеральном реестре 5 февраля 1986 г., 51 FR 24, в котором указаны определенные категории предметов, которые могут быть маркированы альтернативными методами. Для некоторых категорий изделий обязательным методом было нанесение краски по трафарету. Для других категорий разрешалось наносить краску по трафарету или маркировать связки или контейнеры. Эти категории включали тонкостенные трубы и фитинги, трубы и фитинги малого диаметра, другие фитинги, линейные трубы, трубы с покрытием и трубы из фасонного проката. Эти категории статей подробно описаны в Т.Д. 86-15. Кроме того, для декоративных труб, трубок и фитингов всех типов, имеющих высокополированную поверхность, ТД 86-15 допускается маркировка прочной биркой или наклейкой, надежно закрепленной или маркирующей защитную обертку.
Эти категории включали тонкостенные трубы и фитинги, трубы и фитинги малого диаметра, другие фитинги, линейные трубы, трубы с покрытием и трубы из фасонного проката. Эти категории статей подробно описаны в Т.Д. 86-15. Кроме того, для декоративных труб, трубок и фитингов всех типов, имеющих высокополированную поверхность, ТД 86-15 допускается маркировка прочной биркой или наклейкой, надежно закрепленной или маркирующей защитную обертку.
В 1986 году Конгресс принял Pub. L. 99-514, в который внесены поправки в 19 U.S.C. 1304(c) разрешить такие альтернативные методы маркировки, если из-за характера изделия технически или коммерчески невозможно нанести маркировку одним из четырех первоначально предписанных методов. 19 США 1304 (c) (2) предусматривает, что в таком случае «изделие может быть маркировано» таким же постоянным методом маркировки, как трафаретная краска или, в случае труб и фитингов малого диаметра, путем маркировки контейнеров или связок. (выделено мной).
Во исполнение намерения Конгресса 22 июля 1992 г. Таможня опубликовала в Федеральном реестре ТД 92-70, в котором были внесены поправки в ТД 86-15, разрешающие маркировку страны происхождения труб, трубок и фитингов путем маркировка связок или контейнеров только в отношении труб, трубок и фитингов малого диаметра. В ТД 92-70 конкретно указано, что трубы, трубки и фитинги, которые не могут быть маркированы установленным методом, должны быть маркированы «краской по трафарету или таким же стойким методом». В уведомлении указывалось, что таможня не считает маркировку контейнеров или связок таким же постоянным методом маркировки, как нанесение краски по трафарету. Поэтому маркировка труб, трубок и фитингов путем маркировки связок или контейнеров допустима только для изделий малого диаметра. В ТД 86-15 Таможня определила, что к изделиям малого диаметра относятся фитинги, номинальный диаметр которых составляет одну четвертую дюйма или менее, и трубы с внутренним диаметром 1,9 дюйма.дюймов или меньше.
Таможня опубликовала в Федеральном реестре ТД 92-70, в котором были внесены поправки в ТД 86-15, разрешающие маркировку страны происхождения труб, трубок и фитингов путем маркировка связок или контейнеров только в отношении труб, трубок и фитингов малого диаметра. В ТД 92-70 конкретно указано, что трубы, трубки и фитинги, которые не могут быть маркированы установленным методом, должны быть маркированы «краской по трафарету или таким же стойким методом». В уведомлении указывалось, что таможня не считает маркировку контейнеров или связок таким же постоянным методом маркировки, как нанесение краски по трафарету. Поэтому маркировка труб, трубок и фитингов путем маркировки связок или контейнеров допустима только для изделий малого диаметра. В ТД 86-15 Таможня определила, что к изделиям малого диаметра относятся фитинги, номинальный диаметр которых составляет одну четвертую дюйма или менее, и трубы с внутренним диаметром 1,9 дюйма.дюймов или меньше.
Таможня признала в TD 92-70, что могут быть некоторые случаи, когда трафаретная краска или такой же постоянный метод маркировки могут повредить продукт и сделать его непригодным для использования по назначению. Таможня указала, что в таких случаях она будет рассматривать альтернативные методы маркировки в каждом конкретном случае.
Таможня указала, что в таких случаях она будет рассматривать альтернативные методы маркировки в каждом конкретном случае.
8 декабря 1993 г. в рамках Закона об имплементации Североамериканского соглашения о свободной торговле («НАФТА») Конгресс снова внес поправки в положения о маркировке страны происхождения на трубах, трубах и фитингах. Паб. Л. № 103-182. Раздел 207(a) Закона изменил требования к маркировке страны происхождения для труб из железа, стали или нержавеющей стали, добавив пятый приемлемый установленный законом метод маркировки – непрерывное нанесение краски по трафарету. Кроме того, 19USC 1304(c)(2) была изменена путем исключения ссылки в законе, которая указывала, что трафаретная краска является примером столь же постоянного метода маркировки, который может использоваться, если технически или коммерчески невозможно нанести маркировку одним из других законодательных актов. методы. Принимая эту поправку к 19 U.S.C. 1304(c), Конгресс подтвердил свое решение о том, что трубы должны быть постоянно маркированы только определенными методами. Только в тех случаях, когда технически или коммерчески невозможно нанести маркировку одним из упомянутых методов, можно рассматривать альтернативу, и эта альтернатива должна быть такой же постоянной.
Только в тех случаях, когда технически или коммерчески невозможно нанести маркировку одним из упомянутых методов, можно рассматривать альтернативу, и эта альтернатива должна быть такой же постоянной.
ОТВОДЫ И ТРОЙНИКИ
Вы указываете, что отводы и тройники из нержавеющей стали, которые G&H будет импортировать, подпадают под действие 19 U.S.C. 1304(c), потому что они будут классифицироваться как трубка или трубка. Необходимо решить вопрос, маркированы ли отводы и тройники в соответствии с требованиями 19 U.S.C. 1304 (с).
Вы утверждаете, что отводы и тройники не могут быть маркированы штамповкой или гравировкой, потому что эти процессы могут нарушить структурную целостность отводов или тройников и сделать невозможным получение приемлемой обработки от пескоструйной обработки, которая необходима для использования этих продукции пищевой промышленности. Кроме того,
маркировка гравировкой или штамповкой приведет к образованию щелей и карманов, которые нарушат санитарные нормы 3-А, предъявляемые к продуктам, используемым для оборудования по переработке молока.
Литые надписи невозможны, поскольку отводы и тройники изготовлены не из литой стали. Вы также утверждаете, что маркировка отводов и тройников травлением приведет к тому, что маркировка не будет бросаться в глаза.
Последним установленным законом методом маркировки труб является непрерывное нанесение краски по трафарету. Вы утверждаете, что G&H использует метод маркировки изгибов и тройников, трафаретную печать чернилами, что эквивалентно трафаретной печати краской. Маркировка выполняется с помощью струйного процесса, при котором каждый символ маркировки состоит из капель чернил, распределенных в «точечной матрице». Выбранным каплям чернил придается электростатический заряд путем подачи напряжения на зарядный электрод, когда каждая капля отрывается. Затем чернила падают между двумя дефлекторными пластинами, которые поддерживаются при очень высоких противоположных напряжениях, а электростатическое поле, создаваемое между этими пластинами, изменяет направление полета заряженных капель чернил.
Главное преимущество использования этого метода маркировки заключается в том, что его можно автоматизировать, что делает его более быстрым и дешевым.
Какими бы ни были достоинства аргументов, выдвинутых вами относительно того, является ли коммерчески или технически невыполнимой маркировка отводов и тройников литейными надписями, травлением, гравировкой или штамповкой, нет необходимости рассматривать их, если маркировка процесс, который вы называете трафаретной печатью, был бы эквивалентен трафаретной печати краской, потому что требования 19USC 1304(c)(1) будет удовлетворен.
В законе используются слова «непрерывное трафаретное нанесение краски» как один из обязательных методов маркировки труб, трубок и фитингов и не упоминается такой метод, как нанесение краской по трафарету. Чтобы определить, имеет ли слово «краска» особое значение или трафаретная печать чернилами будет эквивалентна трафаретной печати красок, мы проконсультировались с Таможенным управлением лабораторных служб и Национальным специалистом по импорту, который работает с краской и чернилами. Эти офисы сообщили, что между краской и чернилами может быть техническая разница, но для практических целей часто бывает трудно различить разницу. Мы отмечаем, что во многих случаях таможенным служащим, таким как специалисты по импорту и инспекторы, может быть очень трудно определить, использовалась ли краска или чернила для маркировки товара.
Эти офисы сообщили, что между краской и чернилами может быть техническая разница, но для практических целей часто бывает трудно различить разницу. Мы отмечаем, что во многих случаях таможенным служащим, таким как специалисты по импорту и инспекторы, может быть очень трудно определить, использовалась ли краска или чернила для маркировки товара.
Похоже, что центральное намерение 19 U.S.C. 1304(c) в требовании, чтобы трубы, трубы и фитинги были маркированы определенными методами, заключался в том, что маркировка на этих продуктах должна быть постоянной. Другими словами, маркировка на трубах не должна легко удаляться после импорта. Требуемые методы маркировки труб были средством, с помощью которого Конгресс решил достичь этой цели. Таким образом, вместо того, чтобы пытаться провести очень техническое и сложное различие между краской и чернилами, когда импортер использует трафарет для маркировки труб, труб или фитингов, мы считаем, что лучшим подходом было бы определить, является ли маркировка достаточно постоянной, чтобы удовлетворить цель устава. Если маркировку можно легко удалить с изделия, то она недостаточно постоянна, чтобы удовлетворять требованиям пункта 19.USC 1304 (с). Например, даже если импортер называет маркировку трафаретной краской, если ее можно легко стереть без использования растворителей, химикатов, абразивов, высокоскоростных механических буферов и т. д., маркировка не будет удовлетворительной. Кроме того, маркировка должна быть на видном месте и разборчивой.
Если маркировку можно легко удалить с изделия, то она недостаточно постоянна, чтобы удовлетворять требованиям пункта 19.USC 1304 (с). Например, даже если импортер называет маркировку трафаретной краской, если ее можно легко стереть без использования растворителей, химикатов, абразивов, высокоскоростных механических буферов и т. д., маркировка не будет удовлетворительной. Кроме того, маркировка должна быть на видном месте и разборчивой.
В этом случае маркировка на образце отвода/тройника выглядит прочно выдавленной на металлической поверхности. Его нельзя стереть или поцарапать без использования химического растворителя или абразива. Таким образом, мы находим, что метод, используемый для маркировки отводов и тройников, в данном случае — трафаретная краска — является достаточно стойким, что является эквивалентом трафаретной маркировки и, следовательно, удовлетворяет требованиям 19.USC 1304 (с).
Что касается того, является ли маркировка заметной и разборчивой, таможня ранее указывала, что существуют определенные факторы, которые учитываются при определении того, является ли маркировка страны происхождения на изделии заметной, в соответствии со значением 19 CFR 134. 41 и 19 U.S.C. 1304. К числу факторов, которые учитываются, относятся размер маркировки, расположение маркировки, выделение маркировки и разборчивость маркировки. Что касается размера, то маркировка должна быть достаточно крупной, чтобы конечный покупатель мог легко ее увидеть без напряжения. Что касается расположения, то маркировка должна быть на изделии в том месте, где конечный покупатель мог бы ее найти или где он мог бы легко заметить ее при случайном осмотре. Выделяется ли маркировка, зависит от того, где она появляется по отношению к другому шрифту на изделии и от того, контрастируют ли буквы с фоном. Разборчивость маркировки касается четкости букв и того, сможет ли конечный покупатель прочитать буквы маркировки без напряжения. Ни один фактор не должен сам по себе считаться решающим при определении того, соответствует ли маркировка требованиям 19 статьи о заметности.CFR 134.41 и 19 U.S.C 1304. Вместо этого именно сочетание этих факторов определяет, является ли маркировка приемлемой.
41 и 19 U.S.C. 1304. К числу факторов, которые учитываются, относятся размер маркировки, расположение маркировки, выделение маркировки и разборчивость маркировки. Что касается размера, то маркировка должна быть достаточно крупной, чтобы конечный покупатель мог легко ее увидеть без напряжения. Что касается расположения, то маркировка должна быть на изделии в том месте, где конечный покупатель мог бы ее найти или где он мог бы легко заметить ее при случайном осмотре. Выделяется ли маркировка, зависит от того, где она появляется по отношению к другому шрифту на изделии и от того, контрастируют ли буквы с фоном. Разборчивость маркировки касается четкости букв и того, сможет ли конечный покупатель прочитать буквы маркировки без напряжения. Ни один фактор не должен сам по себе считаться решающим при определении того, соответствует ли маркировка требованиям 19 статьи о заметности.CFR 134.41 и 19 U.S.C 1304. Вместо этого именно сочетание этих факторов определяет, является ли маркировка приемлемой. В некоторых случаях маркировка может быть неприемлемой, даже если она имеет большой размер, поскольку буквы слишком трудно читать или она находится в месте, где ее трудно заметить. В других случаях, даже если маркировка небольшая, использование контрастных цветов, которые выделяют буквы, может компенсировать это и сделать маркировку приемлемой.
В некоторых случаях маркировка может быть неприемлемой, даже если она имеет большой размер, поскольку буквы слишком трудно читать или она находится в месте, где ее трудно заметить. В других случаях, даже если маркировка небольшая, использование контрастных цветов, которые выделяют буквы, может компенсировать это и сделать маркировку приемлемой.
Маркировка на образце отвода/тройника как импортного читается, но черные точки на металлической поверхности не очень жирные. Это приводит к тому, что маркировка не выделяется на ее фоне. Однако в телефонном разговоре вы сообщили, что G&H сделает точки темнее, чтобы маркировка была более жирной. Кроме того, мы отмечаем, что эта маркировка, нанесенная краской по трафарету, является временной, так как G&H продолжит обработку отводов и тройников после импорта путем полировки, которая удалит нанесенную краской маркировку. После завершения обработки на отводы и тройники будет нанесена новая маркировка посредством травления кислотой, прежде чем они будут проданы конечным покупателям в Соединенных Штатах. При таких обстоятельствах мы находим, что маркировка достаточно разборчива и заметна, чтобы удовлетворять требованиям 19.CFR 134.41 и 19 U.S.C. 1304.
При таких обстоятельствах мы находим, что маркировка достаточно разборчива и заметна, чтобы удовлетворять требованиям 19.CFR 134.41 и 19 U.S.C. 1304.
Маркировка на полированных отводах и тройниках наносится кислотным травлением. Травление является одним из предписанных методов, указанных в 19 U.S.C. 1304(c)(1) для маркировки труб и трубок. Маркировку легко заметить при беглом осмотре отводов/тройников. Он также достаточно четкий и большой, чтобы его можно было читать без напряжения. Однако, если бы маркировка была меньше, сомнительно, чтобы маркировку можно было прочитать без напряжения. Поэтому маркировка не должна быть меньше размера на образце.
ФЕРУЛЫ
Втулки GC, как показано на образцах, обозначенных 3 и 4, и на втулках с простым скошенным концом (образец 5), маркируются своей страной происхождения на шейке изделий путем гравировки буквами размером примерно 1/8. дюймовый размер. Использование гравировки для указания страны происхождения на наконечниках удовлетворяет требованию 19 U. S.C. 1304 (с) (1). Мы также считаем, что шейка наконечника является заметным местом для маркировки. Маркировку можно увидеть при беглом осмотре товара. Буквы в маркировке достаточно четкие и крупные, чтобы их можно было прочитать без напряжения. Мы также отмечаем, что маркировка страны происхождения ферул также будет напечатана на номере детали, прикрепленном к термоусадочной пленке, используемой для упаковки ферул перед их перепродажей в США. Поэтому мы считаем, что маркировка наконечников приемлема.
S.C. 1304 (с) (1). Мы также считаем, что шейка наконечника является заметным местом для маркировки. Маркировку можно увидеть при беглом осмотре товара. Буквы в маркировке достаточно четкие и крупные, чтобы их можно было прочитать без напряжения. Мы также отмечаем, что маркировка страны происхождения ферул также будет напечатана на номере детали, прикрепленном к термоусадочной пленке, используемой для упаковки ферул перед их перепродажей в США. Поэтому мы считаем, что маркировка наконечников приемлема.
ЗАЖИМЫ
Хотя вы утверждаете, что зажимы GC не подпадают под требования маркировки 19 U.S.C. 1304(c), нет необходимости рассматривать этот аргумент, поскольку предлагаемая маркировка на зажимах наносится одним из способов, предусмотренных 19 U.S.C. 1304 (с) (1) (офорт). Таким образом, маркировка соответствует требованиям 19 U.S.C. 1304 (с). Маркировка находится на большой изогнутой поверхности сбоку зажима. Из-за контрастных черных букв на блестящем металлическом покрытии маркировка легко заметна при случайном осмотре хомута. Кроме того, буквы четкие и крупные, так что их можно читать без напряжения. Поэтому мы считаем, что маркировка на хомуте приемлема.
Кроме того, буквы четкие и крупные, так что их можно читать без напряжения. Поэтому мы считаем, что маркировка на хомуте приемлема.
НЕОБРАБОТАННЫЕ КОРПУСЫ КЛАПАНОВ
Необработанные корпуса клапанов не подпадают под действие 19 U.S.C. 1304(c), поскольку они не являются трубами, трубками или фитингами. После импорта необработанные корпуса клапанов будут подвергаться дальнейшей обработке в Соединенных Штатах. Эта обработка включает в себя приваривание любых необходимых фитингов к корпусу клапана, сборку их с приводом и штоком клапана для формирования полного клапана, а также полировку корпуса клапана в соответствии с санитарными нормами для молочной промышленности. После этой обработки на арматуру наносится маркировка страны-производителя. Вы утверждаете, что эта обработка уничтожит любую маркировку, нанесенную на корпуса клапанов до ввоза.
Исключение из маркировки разрешено в соответствии со статьей 19USC 1304(a)(3)(G) и 19 CFR 134.32(g), если товары должны быть обработаны в США импортером или за его счет иначе, чем с целью сокрытия происхождения таких товаров и таким образом что любой знак, предусмотренный этой частью, обязательно будет стерт, уничтожен или навсегда скрыт. Тем не менее, таможня постановила, что, если обработка не приводит к существенной трансформации, обработанный предмет (или его контейнер) должен быть промаркирован страной происхождения после завершения обработки и до того, как предмет достигнет конечного покупателя.
Тем не менее, таможня постановила, что, если обработка не приводит к существенной трансформации, обработанный предмет (или его контейнер) должен быть промаркирован страной происхождения после завершения обработки и до того, как предмет достигнет конечного покупателя.
Мы обнаружили, что обработка корпусов клапанов уничтожит или сотрет любую нанесенную на них маркировку. Соответственно, они освобождаются от маркировки во время импорта в соответствии с 19 CFR 134.32(g).
Вы также утверждаете, что корпуса клапанов должны быть исключены из маркировки в соответствии с 19 CFR 134.35, поскольку они будут существенно преобразованы в результате обработки, проводимой в Соединенных Штатах. Однако вы также указали, что G&H будет маркировать готовый клапан названием страны Дания перед его продажей конечному покупателю, потому что «все компоненты клапанов произведены в Дании». Если готовые клапаны SRC должным образом маркированы страной происхождения, то нет необходимости указывать страну происхождения на компонентах, если все компоненты произведены в одной стране. Таким образом, нам не нужно учитывать, существенно ли трансформируются необработанные корпуса клапанов.
Таким образом, нам не нужно учитывать, существенно ли трансформируются необработанные корпуса клапанов.
ПРИВОДЫ КЛАПАНОВ
Приводы клапанов SRC маркируются страной происхождения во время импорта с помощью клейкой этикетки, прикрепленной к боковой части привода. Эти изделия также не подпадают под специальные требования к маркировке 19 U.S.C. 1304 (с). Маркировка на этикетке образца выполнена синими буквами размером около 1/4 дюйма. Мы находим, что эта маркировка достаточно разборчива, чтобы удовлетворить требования 19 CFR 134.41. Раздел 134.44(b) Таможенных правил гласит:
Если используются бумажные наклейки или этикетки, чувствительные к давлению, они должны быть прикреплены на видном месте и настолько надежно, чтобы, если их не удалить преднамеренно, они оставались на изделии, пока оно находится на хранении или демонстрации и до тех пор, пока оно не будет доставлено конечному покупателю.
При условии соблюдения этих требований маркировка на импортных приводах клапанов будет приемлемой.