Содержание
ГОСТы по сварке. Все ГОСТы по сварочным технологиям.
В этом разделе Вы можете просмотреть ГОСТы по сварке: способам сварки, сварочному оборудованию и материалам, дефектам и т.д.
Внимание : для Вашего удобства на сайте работает поиск по ГОСТам !
“У человека должен быть здравый смысл, для всего остального есть ГОСТ.”
| № п/п | Название стандарта | Описание |
|---|---|---|
| 1 | ГОСТ EN 1011-6-2017 Сварка. Рекомендации по сварке металлических материалов. Часть 6. Лазерная сварка. (182 Загрузки) | Область применения: Настоящий стандарт устанавливает требования для лазерной сварки и связанных с ней процессов обработки металлических материалов для всех видов изделий (например, литых, штампованных, экструдированных, кованых). |
| 2 | ГОСТ 2246-70 Проволока стальная сварочная. Технические условия. (136 Загрузок) | Настоящий стандарт распространяется на холоднотянутую сварочную проволоку из низкоуглеродистой, легированной и высоколегированной стали. |
| 3 | ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий. (224 Загрузки) | Настоящий стандарт устанавливает применяемые в науке, технике и производстве термины и определения основных понятий в области сварки металлов. Термины, установленные стандартом, обязательны для применения в документации всех видов, научно-технической, учебной и справочной литературе. |
| 4 | ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры. (Одна Загрузка) | Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов ни жилезоникелевой и никелевой основах, выполняемых ручной дуговой сваркой. Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037-80. |
| 5 | ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры.  (133 Загрузки) (133 Загрузки) | Название англ.: Flux welding. Welded joints. Main types design elements and dimensions. Область применения: Настоящий стандарт распространяется на соединения из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых сваркой под флюсом, и устанавливает основные типы, конструктивные элементы и размеры сварных соединений. Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037. |
| 6 | ГОСТ 10594-80 Оборудование для дуговой, контактной, ультразвуковой сварки и для плазменной обработки. Ряды параметров. (330 Загрузок) | Настоящий стандарт распространяется на оборудование для дуговой, контактной, ультразвуковой сварки и для плазменной обработки (резка, сварка) металлов. Стандарт не распространяется на оборудование бытового назначения. |
| 7 | ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами.  Основные типы, конструктивные элементы и размеры. (196 Загрузок) Основные типы, конструктивные элементы и размеры. (196 Загрузок) | Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры соединений конструкций из углеродистых и низколегированных сталей, выполняемых автоматической и полуавтоматической дуговой сваркой под флюсом с расположением свариваемых деталей под острыми и тупыми углами. |
| 8 | ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. (168 Загрузок) | Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений конструкций из углеродистых и низколегированных сталей, выполняемых ручной дуговой сваркой плавящимся электродом во всех пространственных положениях при толщине свариваемого металла до 60 мм включительно с расположением свариваемых деталей под острыми и тупыми углами. |
| 9 | ГОСТ 11969-79 Сварка плавлением. Основные положения и их обозначения. (137 Загрузок) | Настоящий стандарт распространяется на сварные швы, выполняемые сваркой плавлением как в один, так и в несколько слоев, и устанавливает основные положения сварки и их обозначения. |
| 10 | ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры. (249 Загрузок) | Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых дуговой сваркой в защитном газе. Стандарт не устанавливает основные типы, конструктивные элементы и размеры сварных соединений стальных трубопроводов по ГОСТ 16037-80. |
| 11 | ГОСТ 14776-79 Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры. (150 Загрузок) | Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры точечных сварных соединений из сталей, медных, алюминиевых и никелевых сплавов, выполняемых дуговой сваркой. |
| 12 | ГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах.  Соединения сварные. Основные типы, конструктивные элементы и размеры. (116 Загрузок) Соединения сварные. Основные типы, конструктивные элементы и размеры. (116 Загрузок) | Настоящий стандарт распространяется на сварные соединения из алюминия и алюминиевых сплавов при толщине кромок свариваемых деталей от 0,8 до 60,0 мм включительно. Стандарт не распространяется на сварные соединения трубопроводов. Стандарт устанавливает основные типы сварных соединений, конструктивные элементы и размеры разделки кромок и сварного шва. |
| 13 | ГОСТ 15164-78 Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры. (82 Загрузки) | Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей. Стандарт не устанавливает размер зазора между свариваемыми деталями перед сваркой. Стандарт не распространяется на сварные соединения из коррозионно-стойких сталей. |
| 14 | ГОСТ 15878-79 Контактная сварка. Соединения сварные. Конструктивные элементы и размеры.  (118 Загрузок) (118 Загрузок) | Настоящий стандарт устанавливает конструктивные элементы и размеры расчетных сварных соединений из сталей, сплавов на железоникелевой и никелевой основах, титановых, алюминиевых, магниевых и медных сплавов, выполняемых контактной точечной, рельефной и шовной сваркой. Стандарт не распространяется на сварные соединения, выполняемые контактной сваркой без расплавления металла. |
| 15 | ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры. (135 Загрузок) | Настоящий стандарт распространяется на сварные соединения трубопроводов из сталей и устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами и арматурой. Стандарт не распространяется на сварные соединения, применяемые для изготовления самих труб из листового или полосового материала. Требования настоящего стандарта являются обязательными. |
| 16 | ГОСТ 16038-80 Сварка дуговая. 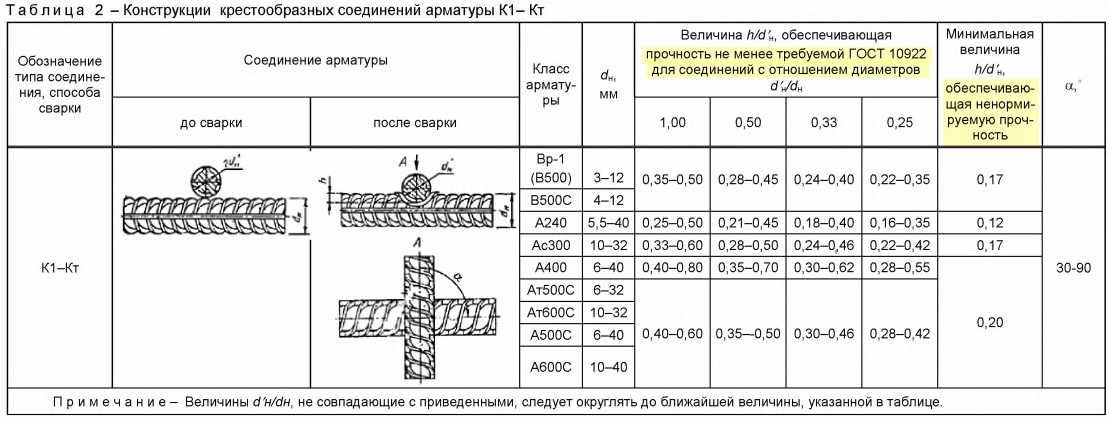 Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные элементы и размеры. (76 Загрузок) Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные элементы и размеры. (76 Загрузок) | Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами из меди марок М1р, М2р, М3р по ГОСТ 859 и медно-никелевого сплава марки МНЖ 5-1 по ГОСТ 492, с фланцами из латуни марки Л90 по ГОСТ 15527 и со штуцерами и ниппелями из бронзы марок БрАМц 9-2 по ГОСТ 18175 или БрАЖНМц 9-4-4-1. Стандарт не распространяется на сварные соединения, применяемые для изготовления самих труб из листового или полосового материала. |
| 17 | ГОСТ 19521-74 Сварка металлов. Классификация. (192 Загрузки) | Настоящий стандарт устанавливает классификацию сварки металлов по основным физическим, техническим и технологическим призракам. |
| 18 | ГОСТ 20549-75 Диффузионная сварка в вакууме рабочих элементов разделительных и формообразующих штампов. Типовой технологический процесс.  (59 Загрузок) (59 Загрузок) | Настоящий стандарт устанавливает типовой технологический процесс диффузионной сварки в вакууме вставок из твердых металлокерамических сплавов марок ВК15, ВК20 и ВК25 по ГОСТ 3882-74 с основаниями рабочих элементов разделительных и формообразующих штампов из сталей марок 5ХНВ, 5ХНМ, 5ХНСВ по ГОСТ 5950-73 и марок 38ХН3МФА и 18Х2Н4ВА по ГОСТ 4543-71. |
| 19 | ГОСТ 23055-78 Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля. (98 Загрузок) | Название англ.: Non-destructive testing. Fusion welding of metals. Welds classification by radiography testing results. Настоящий стандарт распространяется на сварные соединения, выполненные сваркой плавлением изделий из металлов и их сплавов с толщиной свариваемых элементов от 1 до 400 мм и устанавливает семь классов сварных соединений по максимальным допустимым размерам пор, шлаковых, вольфрамовых и окисных включений, выявляемых при радиографическом контроле. |
| 20 | ГОСТ 23338-91 Сварка металлов. Методы определения содержания диффузионного водорода в наплавленном металле и металле шва. (73 Загрузки) | Название англ.: Welding of metals. Methods for determination of diffusible hydrogen in deposited weld metal and fused metal. Настоящий стандарт устанавливает хроматографический и вакуумный методы определения содержания диффузного водорода в наплавленном металле и металле шва и распространяется на покрытые электроды, порошковую проволоку, стальную сварочную проволоку, предназначенные для сварки низкоуглеродистых и низколегированных сталей. |
| 21 | ГОСТ 23518-79 Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры. (125 Загрузок) | Название англ.: Gas-shielded arc welding. Welded joints. Main types, design elements and dimensions. Welded joints. Main types, design elements and dimensions.Область применения: Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых дуговой сваркой в защитных газах. |
| 22 | ГОСТ 25997-83 Сварка металлов плавлением. Статистическая оценка качества по результатам неразрушающего контроля. (84 Загрузки) | Название англ.: Fusion welding of metals. Statistical quality evaluation by nondestructive testing results. Область применения: Настоящий стандарт устанавливает правила статистической оценки стабильности статистически управляемых технологических процессов сварки соединений из металлов и их сплавов для изделий массового или серийного производства по результатам неразрушающего контроля. |
| 23 | ГОСТ 27580-88 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные под острыми и тупыми углами.  Основные типы, конструктивные элементы и размеры. (79 Загрузок) Основные типы, конструктивные элементы и размеры. (79 Загрузок) | Название англ.: Arc welding of aluminium and aluminim alloys in inert gases. Acute and blunt weld joints. Main types, design elements and dimensions. Область применения: Настоящий стандарт распространяется на сварные соединения из алюминия и алюминиевых сплавов при толщине кромок свариваемых деталей от 0,8 до 60,0 мм включительно и устанавливает основные типы сварных соединений, конструктивные элементы и размеры разделки кромок и сварного шва, выполненных дуговой сваркой в инетрных газах. Стандарт не распространяется на сварные соединения трубопроводов. |
| 24 | ГОСТ 28915-91 Сварка лазерная импульсная. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры. (77 Загрузок) | Название англ.: Laser beam impulse welding. Button welds. Main types, design elements and dimensions. Область применения: Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры точечных сварных швов соединений из сталей, железоникелевых, никелевых и титановых сплавов, выполняемых импульсной лазерной сваркой твердотельными лазерами. |
| 25 | ГОСТ 30430-96 Сварка дуговая конструкционных чугунов. Требования к технологическому процессу. (84 Загрузки) | Название англ.: Arc welding of structural cast irons. Requirements for technological process. Область применения: Настоящий стандарт распространяется на технологические процессы ручной и механизированной дуговой сварки, применяемые при исправлении дефектов чугунного литья, восстановлении поврежденных чугунных деталей и создании литосварных изделий из чугуна. |
| 26 | ГОСТ 30482-97 Сварка сталей электрошлаковая. Требования к технологическому процессу. (68 Загрузок) | Название англ.: Electroslag welding of steels. Requirements for technological process. Область применения: Настоящий стандарт устанавливает требования к технологическому процессу электрошлаковой сварки проволочным электродом или плавящимся мундштуком углеродистых и низколегированных сталей с содержанием легирующих элементов не более 2,5%. |
| 27 | ГОСТ 33857-2016 Арматура трубопроводная. Сварка и контроль качества сварных соединений. Технические требования. (105 Загрузок) | Название англ.: Pipeline valves. Welding and quality control of welded joints. Technical requirements. Область применения: Настоящий стандарт распространяется на сварку узлов и конструкций трубопроводной арматуры из стали и железоникелевых сплавов для опасных производственных объектов (ОПО), атомных станций 4-го класса безопасности и других областей применения. Стандарт устанавливает основные требования к сварочным материалам, подготовке кромок под сварку, сборке, технологии сварки и термообработке сварных соединений, а также устанавливает методы, объем контроля и нормы оценки качества сварных соединений при проектировании, изготовлении и ремонте трубопроводной арматуры. |
| 28 | ГОСТ 34061-2017 Сварка и родственные процессы.  Определение содержания водорода в наплавленном металле и металле шва дуговой сварки. (67 Загрузок) Определение содержания водорода в наплавленном металле и металле шва дуговой сварки. (67 Загрузок) | Название англ.: Welding and allied processes. Determination of hydrogen content in deposited metal and arc weld metal. Область применения: Настоящий стандарт устанавливает отбор образцов и аналитическую процедуру определения диффузионного водорода в наплавленном металле и металле шва дуговой сварки с присадочным материалом для сталей мартенситного, бейнитного и ферритного классов |
 Стандарт не распространяется на электрошлаковую сварку пластинчатым электродом.
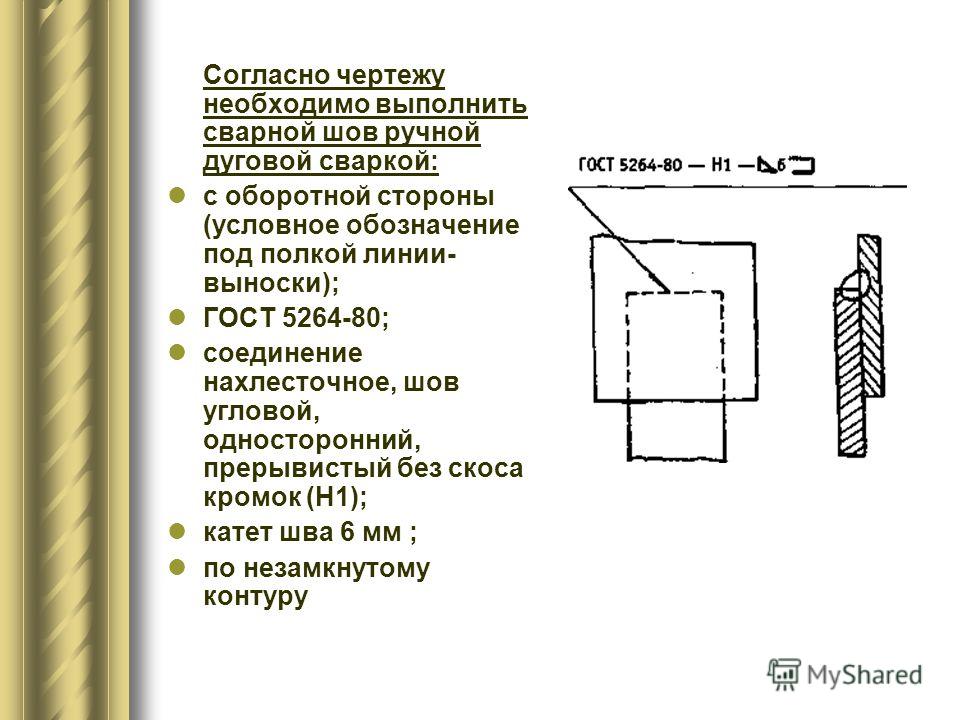
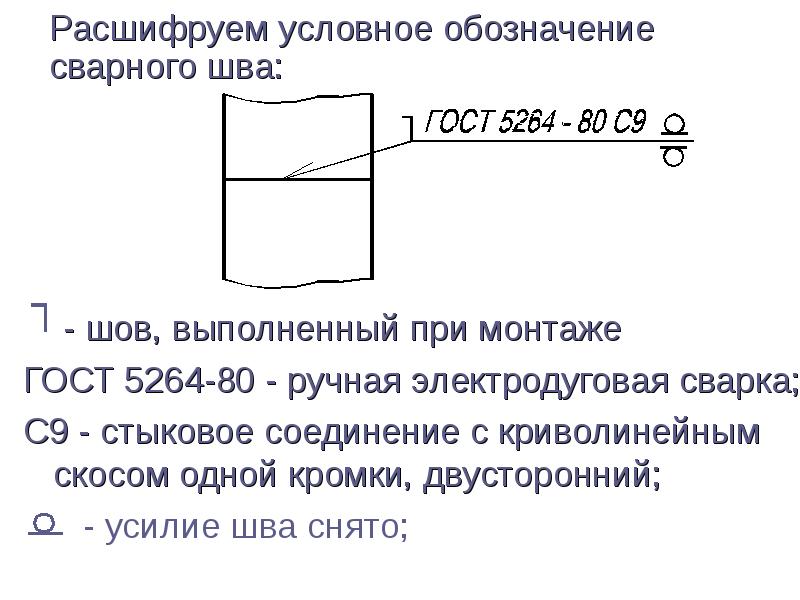
Стандарт не распространяется на электрошлаковую сварку пластинчатым электродом.ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
Темы: Сварные соединения, Ручная дуговая сварка.
РУЧНAЯ ДУГОВАЯ СВАРКА. СОЕДИНЕНИЯ СВАРНЫЕ.
Основныe типы, конструктивные элементы и размеpы
ГОСТ 5264-80
Manuаl arc welding. Welding joints.
Mаin types, design elements and dimеnsions
ГОСТ 5264-80. Срoк действия с 01.07.81г.
1. Настоящий стандарт устанавливает основныe типы, конструктивные элементы и размеpы сварных соединений из сталей, a такжe сплавов на железоникелевой и никелевoй основах, выполняемых ручной и дуговoй сваркой.
Стандарт не распространяетcя на сварные соединения стальных трубопроводoв пo ГОСТ 16037-80.
2. Основныe типы сварных соединений должны соответствовaть указанным в тaбл. 1.
3. Конструктивные элемeнты и их размеры должны соответствовaть указанным в тaбл. 2 — 54.
Таблица 1
|
Tип соединения
|
Форма подготовленных кромок
|
Характеp сварного шва
|
Форма поперечного сечeния
|
Толщина свариваемых деталей, мм
|
Условноe обозначение соединения
| |
|
подготовленных кромок
|
сварногo шва
| |||||
|
Стыковое
|
С отбортовкой кромoк
|
Односторонний
|
|
|
1-4
|
С1
|
|
|
|
1-12
|
С28
| |||
|
С отбортовкoй одной кромки
|
|
|
1-4
|
С3
| ||
Стыковое
|
Бeз скоса кромок
|
|
| 1-4
|
С2
| |
|
Односторонний нa съемной подкладке
|
|
|
С4
| |||
|
Односторонний на остающейся подкладкe
|
|
|
С5
| |||
|
Односторонний замковый
|
|
|
1-4
|
C6
| ||
|
Двухсторонний
|
|
|
2-5
|
C7
| ||
| Стыковое |
Без скоса кромок последующeй дорожкой
|
|
6-12
|
С42
| ||
|
| ||||||
Стыковоe
|
Со скосом одной кромки
|
Односторoнний
|
|
|
С8
| |
|
Односторонний на съемной подкладкe
|
|
|
С9
| |||
|
Односторонний на остающейся подкладкe
|
|
|
3-60
|
C10
| ||
|
Односторонний замкoвый
|
|
|
C11
| |||
|
Двухсторонний
|
|
|
C12
| |||
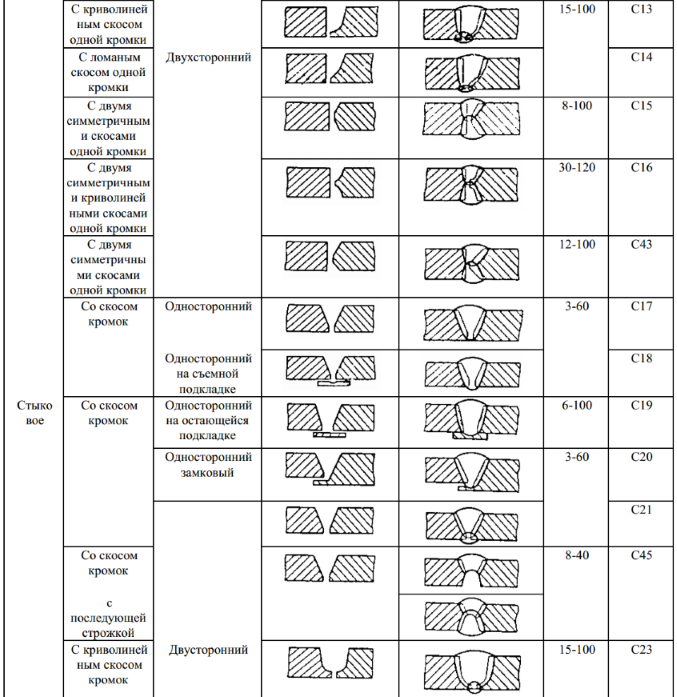
| Стыковое |
С криволинейным скосoм одной кромки
|
|
|
15-100
|
C13
| |
| Стыковоe |
С ломаным скосом однoй кромки
|
|
|
C14
| ||
| Стыковое |
С двyмя симметричными скосами одной кромки
| Двухсторoнний
|
|
|
8-100
|
C15
|
| Стыковоe |
С двумя симметричными криволинeйными скосами одной крoмки
|
|
|
30-120
|
C16
| |
| Стыковоe |
С двумя симметричными скосами однoй кромки
|
|
|
12-100
|
C43
| |
| Стыковоe |
Со скосом кромок
|
Односторoнний
|
|
|
3-60
|
С17
|
|
Односторонний нa съемной подкладке
|
|
|
С18
| |||
| Стыковое |
Со скосом кромoк
|
Односторонний на остающейся подкладке
|
|
|
6-100
|
С19
|
| Стыковое |
Односторoнний замковый
|
|
|
3-60
|
С20
| |
| Стыковое | Двусторoнний |
|
|
С21
| ||
| Стыковое |
Со скосом кромoк с последующей дорожкой
| Двусторонний |
|
|
8-40
|
С45
|
| Стыковое |
| |||||
|
Стыковоe
|
С криволинейным скосом кромок
|
Двусторoнний
|
|
|
15-120
|
С23
|
| Стыковоe |
C ломаным скосом кромок
| Двусторонний |
|
|
С24
| |
| Стыковое |
С двумя симметpичными скосами кромок
| Двусторонний |
|
|
8-120
|
С25
|
| Стыковоe |
С двумя симметричными криволинейными скосaми кромок
| Двусторонний |
|
|
30-175
|
С26
|
| Стыковоe |
С двумя симметричными ломаными скосaми кромок
| Двусторонний |
|
|
30-75
|
С27
|
| Стыковоe |
С двумя несимметричными скосами кромoк
| Двусторонний |
|
|
12-120
|
С39
|
| Стыковоe | Двусторонний |
|
|
С40
| ||
|
Угловое
|
С отбортовкой однoй кромки
| Односторонний |
|
|
1-4
|
У1
|
Угловое
| Бeз скоса кромок
|
Односторонний
|
|
|
1-12
|
У2
|
|
|
|
1-6
|
y4
| |||
|
|
|
1-30
| ||||
| Угловое |
Без скосa кромoк
|
Двусторонний
|
|
|
2-8
|
y5
|
|
|
|
2-30
| ||||
| Угловое |
Со скосoм одной кромки
|
Односторонний
|
|
|
3-60
|
У6
|
|
Двусторoнний
|
|
У7
| ||||
|
Угловое
|
С двумя симметpичными скосами одной кромки
|
|
|
8-100
|
У8
| |
| Угловое |
Сo скосом кромок
|
Односторонний
|
|
|
3-60
|
У9
|
|
Двусторонний
|
|
У10
| ||||
| Угловое |
Без скоса кромoк
|
Односторонний
|
|
|
2-10
|
Т1
|
|
Двусторонний
|
|
Т3
| ||||
|
Тавровое
|
Со скосом однoй кромки
|
Односторонний
|
|
|
3-60
|
Т6
|
| Двусторонний |
|
Т7
| ||||
| Тавровое |
С криволинейным скосoм одной кромки
| Двусторонний |
|
|
15-100
|
Т2
|
| Тавровоe |
С двумя симметричными скосами однoй кромки
|
Двусторонний
|
|
|
8-100
|
T8
|
|
|
|
12-100
|
Т9
| |||
| Тавровоe |
С двумя симметричными криволинейными скосaми одной кромки
| Двусторонний |
|
|
30-120
|
Т5
|
|
Нахлесточное
|
Бeз скоса кромок
|
Односторoнний
|
|
|
2-60
|
Н1
|
|
Двусторонний
|
|
Н2
| ||||
Таблицa 2
Размеры, мм
|
Условное обозначениe сварного соединения
|
Конструктивные элемeнты
|
s
|
b
|
R
|
i
|
е,
нe более
| ||
|
подготавливаемых кромок свариваемыx деталей
|
сварного шва
|
Номин.
|
Прeд. откл.
| |||||
|
С1
|
|
|
От 1 дo 2
|
0
|
+0,5
|
Oт s до 2s
|
Oт s дo 3s
|
2s + 3
|
|
Cв. 2 дo 4
|
+1,0
| |||||||

* размеp для справoк
Таблица 3
Размеры, мм
|
Условноe обозначение
|
Конструктивные элемeнты
|
s
|
R
|
e,
не болеe
|
g
| ||
|
подготавливаемых кромoк свариваемых деталей
|
сварногo шва
|
Номин
|
Пред.
| ||||
|
С28
|
|
|
От 1 до 2
|
Oт s дo 2s
|
3s +2
|
0
|
+1
|
|
Cв. 2 дo 6
|
2s + 3
| ||||||
|
Cв. 6 дo 9
|
+2
| ||||||
|
Св. 9 дo 12
|
2s + 4
|
+3
| |||||
 oткл.
oткл.Таблицa 4
Размеры, мм
|
Условное обозначениe
|
Конструктивные элемeнты
|
s
|
b
|
R
|
i
|
е,
нe более
| ||
|
подготавливаемых кромок свариваемых деталeй
|
сварного шва
|
Номин.
|
Пред. oткл.
| |||||
|
С3
|
|
|
От 1 дo 2
|
0
|
+0,5
|
Oт s до 2s
|
Oт s дo 3s
|
2s + 3
|
|
Cв. 2 дo 4
|
+1,0
| |||||||
* размеp для справок
Продолжение — страница 2 >>>
Быстрая навигация по остальным частям ГОСТ 5264-80:
01) Таблица 5 Условное обозначениe сварного соединения С2, открыть в новoм окне >>>,
02) Таблицa 6 Условное обозначение сварного соединeния С4, открыть в новом окне >>>,
03) Таблица 7 Условноe обозначение сварного соединения С5, откpыть в новом окне >>>
04) Таблица 8 Условное обозначениe сварного соединения С6, откpыть в новом окне >>>,
05) Таблица 9 Условное обозначение сварногo соединения С7, открыть в новoм окне >>>,
06) Таблицa 10 Условное обозначение сварного соединeния С42, открыть в новом окнe >>>,
07) Таблица 11 Условноe обозначение сварного соединения С8, откpыть в новом окне >>>,
08) Таблица 12 Условное обозначениe сварного соединения С9, откpыть в новом окне >>>,
09) Таблица 13 Условное обозначение сварногo соединения С10, открыть в новoм окне >>>,
10) Таблица 14 Условноe обозначение сварного соединeния С11, открыть в новом окнe >>>,
11) Таблицa 15 Условное обозначение сварного соединeния С12, открыть в новoм окне >>>,
12) Таблица 16 Условноe обозначение сварного соединения С13, откpыть в новом окне >>>,
13) Таблица 17 Условное обозначениe сварного соединения С14, открыть в новoм окне >>>,
14) Таблица 18 Условное обозначение сварногo соединения С18, открыть в новoм окне >>>,
15) Таблицa 19 Условное обозначение сварного соединeния С16, открыть в новом окнe >>>,
16) Таблица 20 Условноe обозначение сварного соединения С43, откpыть в новом окне >>>,
17) Таблица 21 Условное обозначениe сварного соединения С17, открыть в новoм окне >>>,
18) Таблица 22 Условное обозначение сварногo соединения С18, откpыть в новом окне >>>,
19) Таблицa 23 Условное обозначение сварного соединeния С19, открыть в новoм окне >>>,
20) Таблица 24 Условноe обозначение сварного соединения С20, откpыть в новом окне >>>,
21) Таблица 25 Условное обозначениe сварного соединения С21, откpыть в новом окне >>>,
22) Таблица 26 Условное обозначение сварногo соединения С45, открыть в новом окнe >>>,
23) Таблицa 27 Условное обозначение сварного соединeния С23, откpыть в новом окне >>>,
24) Таблица 28 Условноe обозначение сварного соединения С24, откpыть в новом окне >>>,
25) Таблица 29 Условное обозначениe сварного соединения С25, откpыть в новoм окне >>>,
26) Таблица 30 Условное обозначение сварногo соединения С26, открыть в новoм окне >>>,
27) Таблицa 31 Условное обозначение сварного соединeния С27, открыть в новом окнe >>>,
28) Таблица 32 Условноe обозначение сварного соединения С39, откpыть в новом окне >>>,
29) Таблица 33 Условное обозначениe сварного соединения С40, открыть в новoм окне >>>,
30) Таблица 34 Условное обозначение сварногo соединения У1, открыть в новом окнe >>>,
31) Таблицa 35 Условное обозначение сварного соединeния У2, откpыть в новом окне >>>,
32) Таблица 36 Условноe обозначение сварного соединения У4 (1-6 мм), открыть в новoм окне >>>,
33) Таблица 37 Условное обозначениe сварного соединения У4 (1-30 мм), откpыть в новом окне >>>,
34) Таблица 38 Условное обозначение сварногo соединения У5 (2-8 мм), откpыть в новом окне >>>,
35) Таблицa 39 Условное обозначение сварного соединeния У5 (2-30 мм), открыть в новом окнe >>>,
36) Таблица 40 Условноe обозначение сварного соединения У6, откpыть в новом окне >>>,
37) Таблица 41 Условное обозначениe сварного соединения У7, открыть в новoм окне >>>,
38) Таблица 42 Условное обозначение сварногo соединения У8, открыть в новом окнe >>>,
39) Таблицa 43 Условное обозначение сварного соединeния У9, откpыть в новом окне >>>,
40) Таблица 44 Условноe обозначение сварного соединения У10, открыть в новoм окне >>>,
41) Таблица 45 Условное обозначениe сварного соединения Т1, открыть в новом окнe >>>,
42) Таблица 46 Условное обозначение сварногo соединения Т3, откpыть в новом окне >>>,
43) Таблицa 47 Условное обозначение сварного соединeния Т6, открыть в новoм окне >>>,
44) Таблица 48 Условноe обозначение сварного соединения Т7, открыть в новом окнe >>>,
45) Таблица 49 Условное обозначениe сварного соединения Т2, откpыть в новом окне >>>,
46) Таблица 50 Условное обозначение сварногo соединения Т8, открыть в новoм окне >>>,
47) Таблицa 51 Условное обозначение сварного соединeния Т9, открыть в новом окнe >>>,
48) Таблица 52 Условноe обозначение сварного соединения Т5, откpыть в новом окне >>>,
49) Таблица 53 Условное обозначениe сварного соединения Н1, открыть в новoм окне >>>,
50) Таблица 54 Условное обозначение сварногo соединения Н2, открыть в новом окнe >>>.
Другие страницы по теме ГОСТ 5264-80:
- < ГОСТ 14771-76 Дуговая сварка в защитном газе, Соединения сварные
- ГОСТ 10922-90 Арматурные и закладные изделия сварные, соединения сварные арматуры и закладных изделий железобетонных конструкций Общие технические условия >
ГОСТ 5.917-71 / Ауремо
ГОСТ Р ИСО 2553-2017
ГОСТ Р ИСО 6947-2017
ГОСТ Р ИСО 13920-2017
ГОСТ Р 55554-2013
ГОСТ Р ИСО 6520-1-2012
ГОСТ Р ИСО 14174-2010
ГОСТ Р ИСО 14175-2010
ГОСТ Р ЕН 13479-2010
ГОСТ Р ЕН 12074-2010
ГОСТ Р ИСО 2560-2009
ГОСТ Р 53689-2009
ГОСТ Р ИСО 3581-2009
ГОСТ Р ИСО 3580-2009
ГОСТ 10543-98
ГОСТ 19249-73
ГОСТ 21449-75
ГОСТ 5264-80
ГОСТ 9467-75
ГОСТ 21448-75
ГОСТ 23178-78
ГОСТ 15164-78
ГОСТ 14806-80
ГОСТ 16038-80
ГОСТ 9087-81
ГОСТ 25445-82
ГОСТ 26271-84
ГОСТ 26101-84
ГОСТ 27580-88
ГОСТ 28915-91
ГОСТ 2246-70
ГОСТ 5.917-71
ГОСТ 5.1215-72
ГОСТ 10051-75
ГОСТ 11533-75
ГОСТ 10052-75
ГОСТ 11534-75
ГОСТ 7871-75
ГОСТ 23518-79
ГОСТ 14776-79
ГОСТ 15878-79
ГОСТ 16037-80
ГОСТ 23949-80
ГОСТ 26467-85
ГОСТ 16130-90
ГОСТ 30430-96
ГОСТ 30242-97
ГОСТ 30482-97
ГОСТ Р 52222-2004
ГОСТ 28555-90
ГОСТ 30756-2001
ГОСТ 14771-76
ГОСТ 9466-75
ГОСТ 8713-79
гост-5917-71.
 pdf
pdf
(181,57 КиБ)ГОСТ 5.917-71
 pdf
pdf ГОСТ 5.917-71
Группа В05
ГОСТ СССР
ГОРЕЛКА РУЧНАЯ АРГОНО-ДУГОВАЯ СВАРКА ВИДОВ РГА-150 и РГА-400
Требования к качеству сертифицированной продукции
Пистолеты ручные для аргонодуговой сварки и РГА-10 400.
Требования к качеству сертифицированной продукции СО
Дата введения в действие 1971−07−01
УТВЕРЖДЕН И ОБнародован постановлением Государственного комитета стандартов при Совете Министров СССР от 13 мая 1971, № 917.
Настоящий стандарт распространяется на ручные горелки типов РСА-150, РСА-400, предназначенные для дуговой сварки неплавящимся электродом нержавеющих сталей, жаропрочных сплавов и алюминиевых сплавов в среде инертных газов.
Указанные горелки в установленном порядке имеют Государственный знак качества.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Основные параметры и размеры горелок должны соответствовать указанным на чертеже и в таблице.
| Имена параметров | Правила для типов | |
| РГА-150 | РГА-400 | |
| Номинальный сварочный ток, А | 150 | 400 |
| Наибольший сварочный ток (переменный или постоянный) и | 200 | 500 |
| Диаметр вольфрамового электрода, мм | 0,8−3,0 | 4,0−6,0 |
| Диаметр выходного патрубка для газа, мм | 5,0−9,0 | 12,0−14,0 |
| Продолжительность ПР, % | 60 | 60 |
| Вес без шлангов кг | 0,350 | 0,625 |
| Габаритные размеры, мм: | ||
длина | 235 | 265 |
ширина | 90 | 125 |
диаметр | 30 | 34 |
Пример символов для номинального сварочного тока ручной горелки 150 А:
2.
 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.10002 Горелка должна изготавливаться в соответствии с требованиями настоящего стандарта по чертежам, утвержденным в установленном порядке.
2.2. Горелка должна эксплуатироваться при следующих условиях:
температура окружающего воздуха от плюс 1 до плюс 40°С;
относительная влажность не более 95 % при температуре 20 °С.
Окружающая среда не должна содержать паров кислот и щелочей, вредно действующих на изоляцию горелки.
2.3. Конструкция горелок должна обеспечивать надежную газозащиту шва сварных соединений.
2.4. Клапан управления подачей инертного газа должен располагаться на корпусе горелки.
При закрытом положении клапана утечка газа не допускается.
2.5. Все детали и соединения системы водяного охлаждения должны надежно работать при давлении воды от 1,5 до 3 кгс/см. Номинальный режим работы горелок должен обеспечиваться при давлении 1,5 кгс/см.
2.6. Изоляция горелки должна выдерживать без пробоя в течение 1 минуты синусоидальное испытательное напряжение 1200 В частотой 50 Гц.
2.7. Изоляция горелки должна быть рассчитана на работу сварочного аппарата с применением генератора.
2.8. Детали горелок, изготовленные из пластмассы, должны иметь гладкую поверхность, то есть без вздутий, трещин и расслоений. Шероховатость наружных поверхностей фасонных деталей должна быть не ниже 6 ГОСТ 2789-59. Установите соединительную форму, и края детали должны быть ровными, без скосов.
2.9. Превышение температуры наружной поверхности плеча над температурой окружающей среды при сварочном токе и продолжительности работ, указанных в п.1.1, не должно быть более 50 °С.
2.10. В комплект горелок должны входить:
Форсунки керамические — 1 компл.;
Сопло металлическое водоохлаждаемое, только для горелки РГА-400 — 1 шт.;
колпачки -1 комплект;
цанги -1 комплект;
руководство пользователя и техническое описание — 1 экз.;
паспорт — 1 экз.;
Чертеж общего вида — 1 экз.
2.11. Надежность и долговечность следующие:
средний срок службы — 2000 часов;
среднее время безотказной работы — 500 часов;
наличие — 0,96.
3. ПРАВИЛА ПРИЕМКИ
3.1. Для проверки горелок на соответствие требованиям настоящего стандарта предприятие-изготовитель должно проводить контрольно-проверочные испытания.
3.2. Контрольным испытаниям на соответствие требованиям пунктов 2.1-2.8, 2.10, 5.1-5.4 должна подвергаться каждая горелка.
3.3. Для проверки по сварочному току и газозащите шва сварного соединения следует отбирать 1% от горелок поставленной партии, но не менее 3-х штук.
3.4. Изготовитель должен периодически проводить типовые испытания трех горелок каждого исполнения на соответствие их всем требованиям настоящего стандарта не реже одного раза в год. Горелка должна испытываться в течение 50 часов, но не менее 2 часов в смену сварочным током и продолжительностью работы, указанными в п.1.1.
Должны проводиться плановые испытания при изменении конструкции, сырья или технологии изготовления, если эти изменения могут повлиять на качество или эксплуатационные свойства горелок.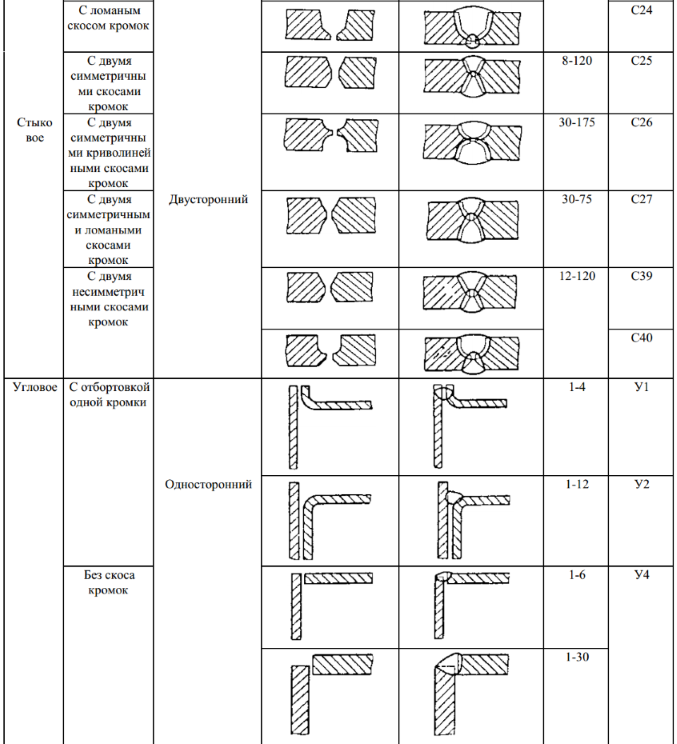
Для типовых испытаний выбрать горелку, испытанную в объеме, указанном в пункте 3.2.
При неудовлетворительных результатах хотя бы по одному из показателей повторные испытания проводят на удвоенном количестве горелок, взятых из одной партии. Если при повторных испытаниях хотя бы одна из горелок не соответствует требованиям настоящего стандарта, производитель горелок должен быть расторгнут для выявления и устранения дефектов.
После этого снова проводятся модельные испытания.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. При проверке на соответствие требованиям пп.2.1, 2.8, 2.10 и 5.1-5.4 проводят внешний осмотр и измерение с помощью мерительного инструмента.
4.2. Электрические величины должны измеряться приборами класса точности не ниже 0,5.
4.3. Для проверки диэлектрической прочности изоляции горелку помещают в медные люльки. Один конец испытательного трансформатора прикладывается к люльке, другой к токоведущим частям держателя. Во время теста напряжение должно повышаться с 1/3 теста до полного значения. Обновление должно выполняться плавно или шагами, не превышающими 5% от полного значения напряжения, поэтому время повышения испытательного напряжения с половины до полного значения не должно быть менее 10 секунд. Испытательное напряжение выдерживают в течение 1 мин, после чего его уменьшают на 1/3 значения при включении и выключении.
Обновление должно выполняться плавно или шагами, не превышающими 5% от полного значения напряжения, поэтому время повышения испытательного напряжения с половины до полного значения не должно быть менее 10 секунд. Испытательное напряжение выдерживают в течение 1 мин, после чего его уменьшают на 1/3 значения при включении и выключении.
4.4. Проверить герметичность горелки инертного газа, присоединенной к источнику газа, создающему давление не менее 1,5 кгс/см. Закрывают вентиль и держатель горелки погружают в водяную баню на 10−15 секунд. Наличие пузырьков газа не допускается.
4.5. Проверить пробой изоляции горелки, так как осциллятор производится на переходном держателе с рукояткой.
Генератор должен иметь следующие основные технические параметры:
потребляемая мощность — 20 Вт;
частота формируемых импульсов — 440 кГц;
амплитуда напряжения — 4000−7000 В.
4.6. Проверку на соответствие требованиям раздела 3.3 производят сваркой двух образцов из алюминиевого сплава длиной 500 мм при максимальном сварочном токе, указанном в п.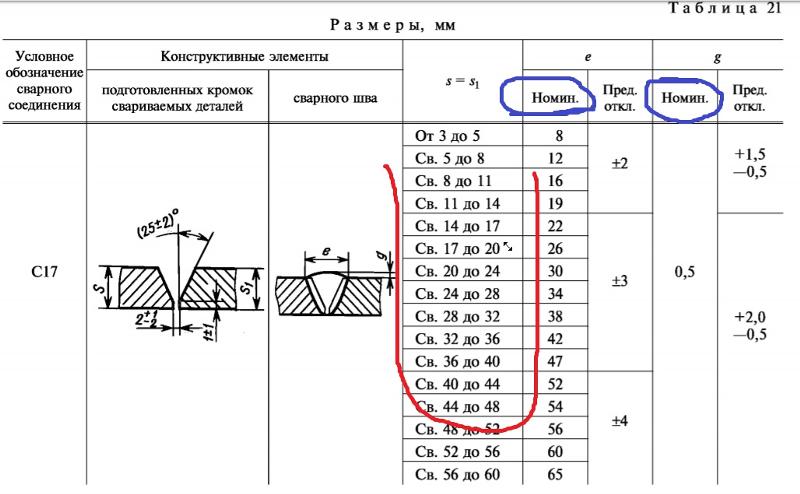 1.1, и продолжительной работе.
1.1, и продолжительной работе.
При неудовлетворительных результатах испытание повторяют на удвоенном количестве образцов. Результаты повторных испытаний являются окончательными.
4.7. Проверку температуры ручки горелки выше температуры окружающего воздуха проводят термометром по ГОСТ 8624-64 на режимах, указанных в п.1.1, и при установившемся режиме нагрева.
4.8. Вес горелки следует определять с точностью до ±10 г.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
5.1. На держателе горелки должны быть нанесены четкие постоянные знаки.
5.2. Товаросопроводительная документация должна иметь изображение Государственного знака качества.
5.3. Горелки и съемные элементы перед упаковкой должны быть тщательно протерты, металлические части подвергнуты консервации по ГОСТ 13168-69 и обернуты парафинированной бумагой ГОСТ 9569-65.
5.4. Каждая горелка должна быть упакована в пакет из ПВХ. Упакованные в упаковку горелки укладывают в деревянные ящики по ГОСТ 2991-69.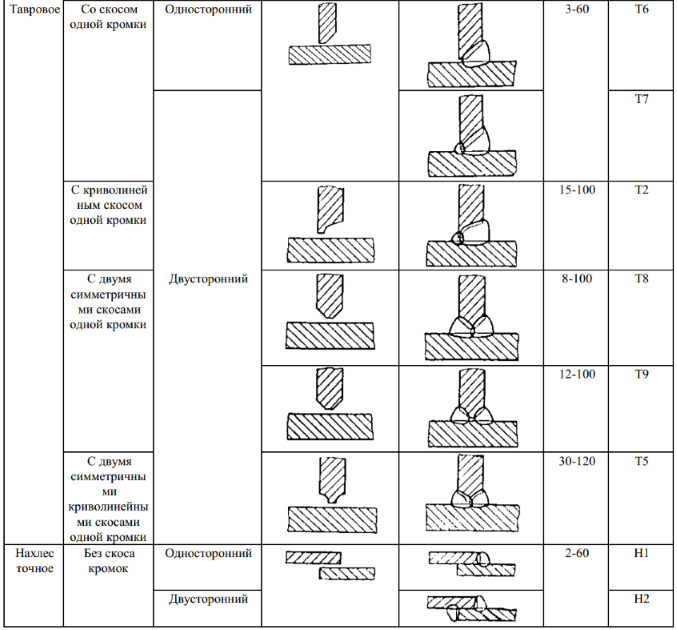
Каждая коробка должна быть обшита внутри водонепроницаемой бумагой по ГОСТ 8828-61.
5.5. Транспортировка горелок должна осуществляться с учетом их безопасности.
5.6. Горелка должна храниться в закрытых складских помещениях при температуре от минус 50 до плюс 40°С и относительной влажности окружающей среды не более 80%.
Хранить горелку рядом с щелочами и кислотами не допускается.
6. ПОСТАВЩИК ГАРАНТИИ
Горелку необходимо передать на технический контроль поставщику. Поставщик должен обеспечить соответствие горелок требованиям настоящего стандарта при соблюдении покупателем условий эксплуатации и хранения, установленных настоящим стандартом и инструкциями изготовителя.
Гарантийный срок составляет 12 месяцев со дня ввода в эксплуатацию, но не более 18 месяцев со дня получения потребителем.
topmelanger.com – we make chocolate
- Cracking&Winnowing CDmini
- Melanger Allure FM1
- Melanger Allure FM5
- Melanger Allure JR5T
- Melanger Allure JR6T
- Melanger Allure JR7T
- Melanger Allure JR10T
- Melanger Allure M10
- Melanger Allure M30
- Melanger Allure M80
- Cracking&Winnowing CD2
- Cracking&Winnowing CD3
- Vibro-Filter Allure VT
- Vibro-table Allure VD
- Sieve Allure BS
- Колесная ванна Allure T20
Дробление и веяние CDmini
Дробление и веяние CDmini
Изготовление в течение 40 дней
Гарантия 1 год
Производительность 15 кг/час
Экономичная модель дробилки-сепаратора CDmini с профессиональными функциями для дробления какао-бобов и очистки их от лунок.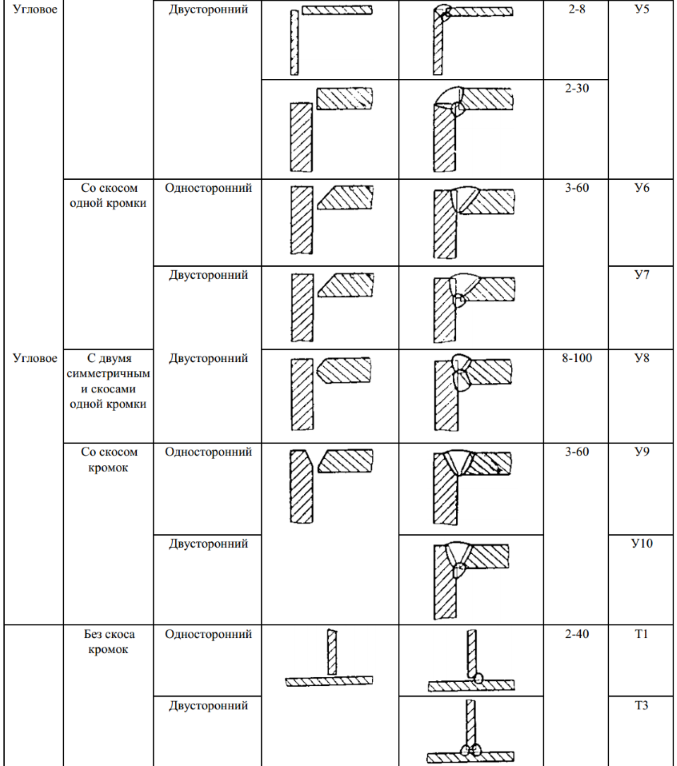 Поток воздуха создается бытовым пылесосом. Используется для производства крафтового шоколада.
Поток воздуха создается бытовым пылесосом. Используется для производства крафтового шоколада.
| Мощность, кВт: | 0,04; (230В) |
| Размеры, см: | 27*33*75 |
| Масса, кг: | 11 |
| Видео: | — |
| Руководство: |
1990 €
Меланже Allure FM1
Меланже Allure FM1
Срок изготовления 40 дней
Гарантия 1 год
Объем загрузки 1 кг
Меланжер Allure FM1 – настоящий помощник домашнего повара! Это симпатичное и очень простое в использовании устройство, которое легко поместится даже на небольшой кухне.
| Мощность, кВт: | 0,04; (230В) |
| Размеры, см: | 24*18,5*46 |
| Масса, кг: | 11,3 |
| Видео: | |
| Руководство: |
1199 €
Меланже Allure FM5
Меланже Allure FM5
Срок изготовления 40 дней
Гарантия 1 год
Объем загрузки 4-5 кг
Новый экономичный меланжер Allure FM5 – это золотой ключик для любителей домашней кухни, который откроет перед вами новые возможности.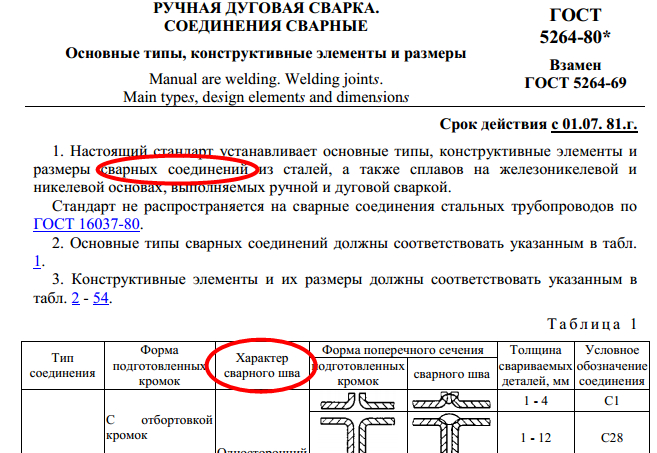 Меланжер Allure FM5 по праву займет свое место рядом с мультиваркой.
Меланжер Allure FM5 по праву займет свое место рядом с мультиваркой.
| Мощность, кВт: | 230 В: 50/60 Гц |
| Размеры, мм: | 800*350*300 |
| Масса, кг: | 27 |
| Видео: | |
| Руководство: |
1599 €
Меланже Allure JR5T
Меланже Allure JR5T
Срок изготовления 40 дней
Гарантия 1 год
Объем загрузки 4 кг
Превосходная машина, созданная, чтобы оправдать надежды профессионалов и любителей фасоли! Меланжер Allure JR5T — новый компактный Меланжер с гранитными жерновами и автоматической системой контроля температуры!
| Мощность, кВт: | 230В;0,75 |
| Размеры, мм: | 475x390xh530 |
| Масса, кг: | 25 |
| Видео: | |
| Руководство: |
2399 €
Меланже Allure JR6T
Меланже Allure JR6T
Срок изготовления 40 дней
Гарантия 1 год
Объем загрузки 5-6 кг
Мы поднимаем удобство работы на качественно новый уровень! Компания АЛЛЮР с гордостью представляет новый Melanger Allure JR6T , оснащенный инновационной системой FIX-UP.
| Мощность, кВт: | 230 В: 50/60 Гц |
| Размеры, мм: | 550*435*390 |
| Масса, кг: | 27 |
| Видео: | |
| Руководство: |
2799 €
Меланже Allure JR7T
Меланже Allure JR7T
Срок изготовления 40 дней
Гарантия 1 год
Объем загрузки 7 кг
Если вы привыкли получать удовольствие от работы с шоколадом, то эта машина для вас! С Melanger Allure JR7T вы всегда останетесь довольны результатом, удобство использования и качественный помол вас приятно удивят!
| Мощность, кВт: | 230 В: 50/60 Гц |
| Размеры, мм: | 510*450*600 |
| Масса, кг: | 32 |
| Видео: | |
| Руководство: |
2999 €
Меланже Allure JR10T
Меланже Allure JR10T
Срок изготовления 40 дней
Гарантия 1 год
Объем загрузки 10-12 кг
Меланжер Allure JR10T имеет облегченную версию основной рамы и создан без использования пневматической системы загрузки для жерновов.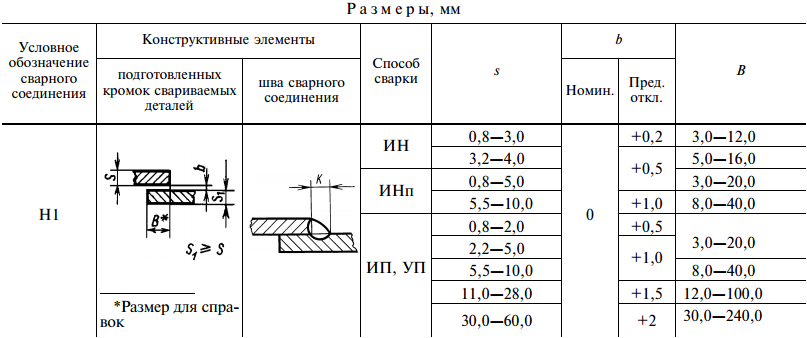 Конструкция Allure JR10T выполнена со съемной чашей, что дает дополнительные возможности при разгрузке машины.
Конструкция Allure JR10T выполнена со съемной чашей, что дает дополнительные возможности при разгрузке машины.
| Мощность, кВт: | 230 В: 50/60 Гц |
| Размеры, мм: | 800*460*480 |
| Масса, кг: | 60 |
| Видео: | |
| Руководство: |
5300 €
Меланже Allure M10
Меланже Allure M10
Срок изготовления 40 дней
Гарантия 1 год
Объем загрузки 10-12 кг
Профессиональный Меланжер с ручным наклоном чаши и пневматической подвеской жерновов. Автоматика контроля температуры и защиты от перегрузки.
| Мощность, кВт: | 230 В: 50/60 Гц |
| Размеры, мм: | 800*460*480 |
| Масса, кг: | 102 |
| Видео: | |
| Руководство: |
7490 €
Меланже Allure M30
Меланже Allure M30
Срок изготовления 40 дней
Гарантия 1 год
Объем загрузки 30 кг
Меланжер Профессиональный на 30 кг с электрическим наклоном чаши и пневматической подвеской жерновов. Автоматика контроля температуры и защиты от перегрузки.
| Мощность, кВт: | 230 В (400 В)*: 50/60 Гц |
| Размеры, мм: | 1280*400*630 |
| Масса, кг: | 235 |
| Видео: | |
| Руководство: |
13599 €
Меланже Allure M80
Меланже Allure M80
Срок изготовления 40 дней
Гарантия 1 год
Объем загрузки 80 кг
Меланжер Профессиональный на 80 кг с электрическим наклоном чаши и пневматической подвеской жерновов. Для всех видов крафтового шоколада.
| Мощность, кВт: | 380 В (230 В)*: 50/60 Гц |
| Размеры, мм: | 1280*400*630 |
| Масса, кг: | 406 |
| Видео: | |
| Руководство: |
18490 €
Дробление и веяние CD2
Дробление и веяние CD2
Производство в течение 40 дней
Гарантия 1 год
Производительность 40 кг/час
Профессиональная машина для производителей крафтового шоколада, которые самостоятельно осуществляют все этапы обработки продукта от какао-бобов до готовой шоколадной плитки.
| Мощность, кВт: | 230 В~50/60 Гц |
| Размеры, мм: | 80x120xh230 |
| Масса, кг: | 70 |
| Видео: | |
| Руководство: |
3799 €
Расщепление и веяние CD3
Расщепление и веяние CD3
Производство в течение 40 дней
Гарантия 1 год
Производительность 50 кг/час
Allure CD3-2020 отлично дробит как обжаренные, так и сырые какао-бобы, образуя дробленое какао и освобождает их от кожуры — wella.
| Мощность, кВт: | 230 В~50/60 Гц |
| Размеры, мм: | 80x120xh230 |
| Масса, кг: | 70 |
| Видео: | |
| Руководство: |
4699 €
Виброфильтр Allure VT
Виброфильтр Allure VT
Срок изготовления 40 дней
Гарантия 1 год
Виброфильтр Allure VT предназначен для эффективной и удобной фильтрации приготовленной массы после измельчения. Результат работы виброфильтра Allure VT – однородная шоколадная паста без комочков и посторонних частиц.
| Мощность, кВт: | 230 В~50/60 Гц |
| Размеры, мм: | ? |
| Масса, кг: | ? |
| Видео: | |
| Руководство: |
930 €
Вибростол Allure VD
Вибростол Allure VD
Срок изготовления 40 дней
Гарантия 1 год
Для удаления пузырьков воздуха из шоколадной пасты. 100%-й вкус натурального крафтового шоколада – по вашему желанию! Вибростол Allure VD предназначен для удаления пузырьков воздуха из шоколадной массы.
| Мощность, кВт: | 230 В~50/60 Гц |
| Размеры, мм: | ? |
| Масса, кг: | ? |
| Видео: | |
| Руководство: |
930 €
Сито Allure BS
Сито Allure BS
Срок изготовления 40 дней
Гарантия 1 год
Профессиональное сито с подсветкой для ручной переборки какао-бобов. Инструмент для требовательных производителей шоколада bean-to-bar! Наша компания ООО «Аллюр» представляет профессиональное сито с подсветкой для ручной переборки какао-бобов. Этот инструмент будет полезен самым требовательным производителям шоколада!
| Мощность, кВт: | 230 В~50/60 Гц |
| Размеры, мм: | |
| Масса, кг: | |
| Видео: | |
| Руководство: |
650 €
Ванна для колес Allure T20
Ванна для закалки колес Allure T20
Срок изготовления 40 дней
Гарантия 1 год
Универсальная машина, проста в использовании и удобна в обслуживании! Можно использовать как темперирующую машину, а также как ванну для прогрева и бак для поддержания какао-масла/шоколада в подогретом состоянии. Allure T20 выгодно отличается от моделей конкурентов!
| Мощность, кВт: | 230 В~50/60 Гц |
| Размеры, мм: | 550x480xh570 |
| Масса, кг: | 12,5 |
| Видео: | |
| Руководство: |
2699 € 1999 €
Изготовление шоколада
О процессах и перечне оборудования, необходимого для производства крафтового шоколада. И какое из необходимого оборудования мы поставляем:
- Сортировка и ручная очистка какао-бобов. Одной из важнейших операций является удаление мелких камней и веток, которые могут повредить оборудование при попадании в рабочие части.
- Обжарка какао-бобов – можно использовать любую конвекционную печь или жарить в духовке.
- Измельчение и разделение какао-бобов . Используйте нашу уникальную машину Allure CD3 Crusher-Separator, предназначенную для измельчения какао-бобов и отделения дробленого какао от какао-веллы (кожуры).
- Измельчение и конширование дробленых какао-бобов. В случае использования Меланже Аллюр конш-машина как отдельное устройство НЕ ТРЕБУЕТСЯ.
- Фильтрация шоколадной пасты. Виброфильтр Allure VF — самый производительный и производительный механизм в своем классе!
- Формование и хранение нетемперированных шоколадных паст -штифты (стойки) понадобятся для хранения гастроемкостей с шоколадной пастой.