Содержание
Расходные материалы для сварки
При выборе сварочных материалов необходимо сначала определиться для каких целей они будут приобретаться, на каком сварочном оборудовании будет выполняться работа, квалификация сварщика тоже имеет большое значение.
Приобретая сварочные расходные материалы в ТД «Дока» Вы можете быть уверены, что покупаете качественную продукцию проверенную временем по доступной цене.
В нашем магазине представлен достаточно широкий ассортимент самых «ходовых» электродов, как для ручной дуговой сварки, так и неплавящихся вольфрамовых электродов для аргонодуговой сварки. Кроме того, всегда в наличии порошковая и сплошная омедненная сварочная проволока, которая, если как следует окунуться в теорию, тоже является электродом.
Электроды МР3, МР3-С
В частном хозяйстве, на даче, в загородном доме, «заборостроении» Вам несомненно наиболее подойдут рутиловые (обмазка электродов на основе природного минерала – рутила) отечественные электроды МР-3, МР-3С (синие). Лучше всего приобрести диаметром 3 мм, так как они наиболее универсальные и в принципе ими можно выполнять 90% всех мыслимых работ в частном хозяйстве.
Лучше всего приобрести диаметром 3 мм, так как они наиболее универсальные и в принципе ими можно выполнять 90% всех мыслимых работ в частном хозяйстве.
Также в продаже и электроды диаметром 2; 2,5; 4 и 5 мм в фасовке по 1 и 5 кг. МР3-С визуально отличаются от МР-3 цветом обмазки, они синие, благодаря введению в обмазку ионизирующих добавок, позволяющих легко зажигать дугу на бытовых сварочных аппаратах с низким напряжением холостого хода. Данные электроды предназначены как для работы на переменном токе (трансформаторы), так и на постоянном токе обратной полярности (инверторы, выпрямители). Электроды не требуют тщательной подготовки свариваемых поверхностей под сварку, ими можно работать даже по ржавчине. МР-3, МР-3С достаточно текучи, ввиду этого сварка производиться «в отрыв».
Электроды УОНИ
Для ответственных конструкций рекомендуем применять сварочные электроды УОНИ-13/55, предназначенные для работы на постоянном токе обратной полярности. Это электроды с основным покрытием, изобретенным в СССР в 1938 году, которое значительно улучшает металлургические процессы во время сварки. Сварка УОНИ-13/55 требует определенных навыков, хорошего источника постоянного тока. Кромки свариваемых изделий должны быть тщательно зачищены до металлического блеска. Сварка производится без отрыва электрода на короткой дуге, что требует тщательного подбора сварочного тока, либо его регулировки в процессе сварки. В продаже УОНИ-13/55 диаметром 3 и 4 мм в фасовке по 5 кг.
Это электроды с основным покрытием, изобретенным в СССР в 1938 году, которое значительно улучшает металлургические процессы во время сварки. Сварка УОНИ-13/55 требует определенных навыков, хорошего источника постоянного тока. Кромки свариваемых изделий должны быть тщательно зачищены до металлического блеска. Сварка производится без отрыва электрода на короткой дуге, что требует тщательного подбора сварочного тока, либо его регулировки в процессе сварки. В продаже УОНИ-13/55 диаметром 3 и 4 мм в фасовке по 5 кг.
И для рутиловых электродов МР3, МР3-С и особенно для электродов с основным покрытием УОНИ-13/55 крайне рекомендуется соблюдать правила хранения сварочных материалов, а также прокаливать их перед сваркой. Это значительно упрощает поджиг и сварку, улучшает технологические свойства электродов и, соответственно, влияет на результат – качество и внешний вид сварного шва, прочность конструкции. Для сушки и прокалки электродов используют специальные термопеналы и прокалочные печи.
Вольфрамовые электроды
В случае если Вы являетесь счастливым обладателем аппарата для аргонодуговой сварки, то Вам определенно потребуются электроды, позволяющие выполнять качественные, «литые» швы. Мы рады предложить Вам вольфрамовые лантанированные WL-20 (синие), WL-15 (золотистые) и торированные WT-20 (красные) электроды диаметром 1; 1,6; 2; 2,4; 3; 3,2 и 4 мм, что позволяет выполнять любые сварочные работы в среде аргона. Электроды упакованы в удобную, практичную коробочку по 10 шт. Универсальные вольфрамовые электроды WL-20, WL-15 предназначены для сварки на переменном и постоянном токе. Добавление 1,5-2,0% оксида лантана увеличивает максимальный ток. Износ электрода примерно на 50% меньше, чем у чистого вольфрамового электрода.
Вольфрамовые торированные электроды WT-20 предназначена для сварки углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе. Торированные электроды обладают повышенной износостойкостью, долгое время сохраняют форму заточки даже при больших сварочных токах.
Торированные электроды обладают повышенной износостойкостью, долгое время сохраняют форму заточки даже при больших сварочных токах.
Рекомендуем также использование специальной машинки для заточки вольфрамовых электродов.
Порошковая проволока
Все более популярной становится полуавтоматическая сварка, медленно, но верно вытесняя ручную дуговую покрытыми электродами. Во многом это происходит ввиду появления доступных по цене порошковых сварочных проволок, так как их использование позволяет исключить использование баллона с защитным газом, редуктора и шлангов, что делает возможным применять в частном хозяйстве и на небольшом предприятии компактный полуавтомат наравне с инвертором для ручной дуговой сварки. В нашем магазине представлена качественная порошковая проволока E71T-GS диаметром 0,8 мм в катушках по 0,45; 0,8; 1 и 5 кг, позволяющая вести сварку во всех пространственных положениях, обеспечивая высокое качества шва при минимальном разбрызгивании.
Омедненная проволока
При больших объемах сварочных работ, использование порошковой проволоки возможно будет нецелесообразным. В этом случае, как правило, используют классический вариант с омедненной сварочной проволокой и защитным газом. Всегда в наличии для Вас сплошная омедненная сварочная проволока ER 70S-6 (аналог СВ-08Г2С-О) диаметром 0,8; 1; 1,2; 1,6 мм в катушках по 5 и 15 кг.
Если же у Вас еще нет в хозяйстве на производстве сварочного полуавтомата, то Вы можете ознакомиться и при желании приобрести качественное и недорогое оборудование у нас.
Сопла, наконечники, направляющие каналы, диффузоры и другие расходники для сварочных горелок.
Расходные материалы для сварочных горелок MIG, TIG, CUT
Расходные материалы для сварочных горелок MIG, TIG, CUT – важные элементы, необходимые для качественной сварки различных элементов.
От качества оснастки для горелок во многом зависят:
- размер и оптимальная геометрия получаемого шва;
- правильный химический состав шва;
- комфорт и скорость выполнения работ сварщиком;
- стабильность горения сварочной дуги;
- другие характеристики.


Все эту номенклатуру изделий объединяет общий фактор – в процессе работ они довольно быстро изнашиваются и подлежат достаточно регулярной замене. Частота замены зависит от вида сварки, специфики продукции, качества ее исполнения и используемых материалов. Использовать сильно изношенных расходных элементов независимо от вида сварки может стать не только причиной бракованного шва, но и стать причиной ремонта всего аппарата. В свою очередь, это приводит к его простою и срыву запланированных сроков работ. Именно поэтому всем покупателям сварочных аппаратов MIG, TIG, CUT и других видов сварки мы рекомендуем приобретать сразу определенный запас расходных материалов и запчастей.
Расходные материалы для сварочных горелок MIG, TIG, CUT
В каталоге компании «Элинс» Вы можете заказать следующие разновидности расходных материалов и запчастей от горелки для всевозможных видов сварки:
- Сварочные наконечники для горелки под тот или иной тип сварочных работ;
- Газовые диффузоры;
- Вставки под наконечник горелки;
- Направляющие каналы для проволоки;
- Сопла горелок;
- Другие комплектующие и быстро изнашивающиеся элементы горелок.

В соответствующих разделах подкаталога Вы сможете детальнее ознакомиться со спецификой и классификациями расходников для горелки под тот или иной вид сварки.
Сварочные наконечники для горелки
Сварочные наконечники для горелки представляют собой наиболее изнашиваемый конструктивный элемент сварочного комплекса. Именно поэтому они нуждаются в частой замене.
На страницах нашего каталога представлены наконечники для горелок различного типа от лучших мировых производителей сварочной техники. Изготовленные из различных сплавов (алюминия, стали, меди, цинка, циркония), своим многообразием они могут смутить любого покупателя. Мы рекомендуем при подборе конкретных моделей этой продукции пользоваться фильтрами при сортировке каталога и затем выбирать по ценовому фактору и иным характеристикам.
Сопла для сварочных горелок
Сопла для сварочных горелок обеспечивает равномерную подачу газов и их оптимальное перемешивание. Их форма определяется поставленными задачами и спецификой производимых работ. Горелка сварочного аппарата оснащаться цилиндрическими, коническими или круто коническими соплами. Каждое из них обладает определенными преимуществами и собственными возможностями, подробнее о которых Вы можете прочесть в соответствующих подразделах (расходники для сварочных горелок MIG, TIG, CUT).
Горелка сварочного аппарата оснащаться цилиндрическими, коническими или круто коническими соплами. Каждое из них обладает определенными преимуществами и собственными возможностями, подробнее о которых Вы можете прочесть в соответствующих подразделах (расходники для сварочных горелок MIG, TIG, CUT).
Важную роль в качестве сварки играет сам материал, из которого изготовлены сопла. Выбор материалов и их состав четко регламентированы и стандартизованы. Как правило, это фарфор или различные медные сплавы. Помимо основного материала, отдельные модели могут иметь специальное гальваническое покрытие, обеспечивающее более длительный ресурс соплу и повышающее его эксплуатационные характеристики.
Вставки под наконечник горелки
Вставки под наконечник горелки – важный элемент фиксации этого конструктивного элемента, что монтируется на гусак. Как правило, они имеют конструктивное исполнение из латунных сплавов.
При подборе конкретного изделия стоит помнить, что спектр предлагаемых моделей отличается различной длиной и показателями резьбы.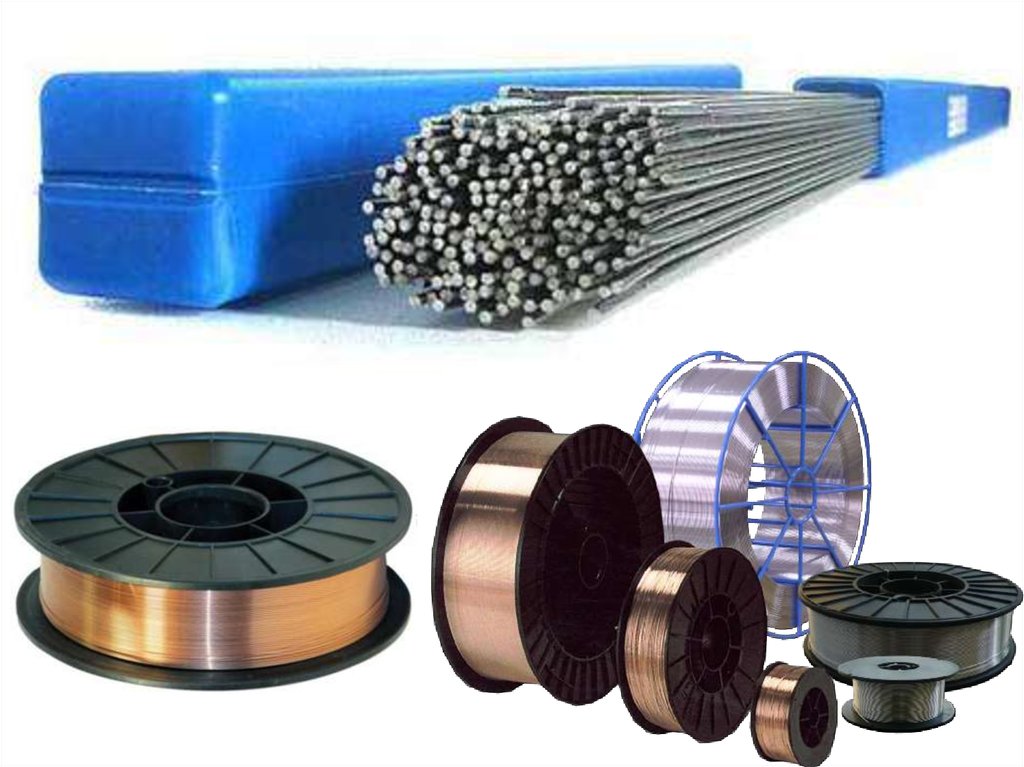 Многошаговая широкая резьба таких изделий обеспечивает их плотную фиксацию в гусаке и отсутствие утечки газа.
Многошаговая широкая резьба таких изделий обеспечивает их плотную фиксацию в гусаке и отсутствие утечки газа.
При этом каждый заявленный параметр вставки под наконечники является идеально точным – они выполняются на ЧПУ станках. Используя систему фильтров на нашем сайте, Вы можете быстро найти искомый вариант продукции.
Направляющие каналы для проволоки
Направляющие каналы для проволоки обеспечивают стабильную подачу сварочной проволоки от полуавтоматического аппарата в рабочую зону. Его чистота и качество определяет скорость подачи проволоки как расходного материала. То есть – непосредственно определяет качество сварки.
Направляющие каналы для проволоки могут быть различной длины. Кроме того, в зависимости от типа используемой проволоки (стальная или алюминиевая) каналы маркируются различными цветами. Но не только в этом заключается различие. Мягкая алюминиевая проволока склонна к излому под собственным весом. Именно поэтому тефлоновое внутреннее покрытие канала призвано ускорить прохождение такой проволоки через горелку.
Газовые диффузоры
Газовые диффузоры обеспечивают равномерное поступление газовых смесей внутри сопла. Кроме того, с их помощью достигается надежная фиксация наконечника.
Подбор диффузора производится с учетом типа горелки, материала изготовления и уровня нагрузки. Самыми востребованными являются следующие разновидности подобной продукции:
- керамический диффузор;
- металлический диффузор.
Каждому из вариантов свойственны свои преимущества. Правильно подобрав вариант расходного устройства, исполнитель получит упрощение работы с одновременным улучшением качества сварного шва.
Как купить сварочные наконечники и другие расходные материалы
Если Вы хотите выгодно приобрести сварочные наконечники и другие расходные материалы для горелок различных аппаратов, компания «Элинс» предлагает внимательно изучить наш каталог. Заказ из представленного ассортимента представленной в нем продукции обеспечит Вас следующим рядом преимуществ:
- Выгодные цены на весь спектр продукции ведущих брендов;
- Широкий выбор;
- Гарантия качества;
- Бесплатная доставка партии заказанных товаров по РФ;
- Полный комплект документов для юридических лиц.

При наличии любых вопросов относительно продукции или ее свойств, а также по взаимодействию с нашей компанией как поставщиков не стесняйтесь обращаться к менеджерам.
Расходные материалы для сварочных горелок — что вам нужно знать
Что такое расходный материал для горелки MIG?
Расходные материалы для сварочной горелки могут быть частью сварочной системы MIG, которой не уделяют должного внимания. В качестве небольших компонентов сварочной горелки MIG многие пользователи просто используют любые расходные материалы, которые поставляются в комплекте или являются наименее дорогими. Однако затраты времени на тщательный выбор, хранение, установку и техническое обслуживание расходных материалов для вашего пистолета могут окупиться с точки зрения снижения затрат, повышения производительности и улучшения качества сварки.
Читайте дальше, чтобы узнать все, что вам нужно знать о расходных материалах для сварки MIG, включая советы, видеоролики, рекомендации по продуктам и многое другое!
Расходные детали сварочной горелки
Расходные детали горелки MIG — это детали сварочной горелки, которые изнашиваются по мере использования и требуют постоянной замены для обеспечения стабильного качества сварки. Расходные материалы состоят из следующих компонентов:
Расходные материалы состоят из следующих компонентов:
- Сопло / газовая чашка
- Контактный наконечник
- Газовый диффузор / удерживающая головка
- Вкладыш / канал
- Штифт питания
Следует отметить, что только некоторые горелки MIG включают штифт питания как часть системы расходных материалов. В этих системах весь путь подачи проволоки от сварочного аппарата до сварочной ванны был полностью оптимизирован с точки зрения расходных материалов.
Сопла (также известные как газовые колпачки)
Сопла направляют поток защитного газа к сварочной ванне. В любом сварочном приложении правильный материал, форма и стиль сопла могут повлиять на качество, производительность и стоимость сварочной операции.
Материалы сопла
Латунь
- Идеально подходит для применений с более низким усилением (от 100 до 300 ампер)
- , как правило, сопротивляться Spath ) или которые имеют более длительное время горения дуги
Медь с покрытием
- Показывают наибольшие преимущества (стойкость к брызгам) при использовании с горелками MIG с водяным охлаждением
- Покрытие может быть хромовым или никелевым
Формы сопла
Наилучший выбор — использовать как можно более длинное и большое сопло, обеспечивающее доступ к сварному соединению. Единственным исключением из этого правила является случай, когда ожидается сильное разбрызгивание (оцинкованный основной металл, маслянистая поверхность, колодец короткого замыкания, 100% CO 2 и т. д.) – в этом случае попробуйте короткую насадку с большим диаметром отверстия. Максимальный размер сопла по сравнению с доступом к сварке помогает обеспечить максимальный поток защитного газа, а также помогает предотвратить прилипание контактного наконечника к заготовке или столу при ручной сварке. Форсунки большего размера также менее склонны к собиранию брызг по сравнению с форсунками с меньшим внутренним диаметром.
Единственным исключением из этого правила является случай, когда ожидается сильное разбрызгивание (оцинкованный основной металл, маслянистая поверхность, колодец короткого замыкания, 100% CO 2 и т. д.) – в этом случае попробуйте короткую насадку с большим диаметром отверстия. Максимальный размер сопла по сравнению с доступом к сварке помогает обеспечить максимальный поток защитного газа, а также помогает предотвратить прилипание контактного наконечника к заготовке или столу при ручной сварке. Форсунки большего размера также менее склонны к собиранию брызг по сравнению с форсунками с меньшим внутренним диаметром.
Straight
- Самый большой внутренний диаметр для хорошего потока / покрытия газа
- Может не обеспечить достаточный доступ к некоторым сварным швам
- является лучшим выбором для использования со станциями чистки роботиков
. внутренний диаметр Узкое место 9004  цикл приложений
цикл приложений Стиль сопла
Резьбовые
- Навинчиваются на газовый диффузор или горловину горелки MIG
- Обеспечивает уверенность в том, что сопло полностью установлено на место износ
- Конусы обычно ввинчиваются в корпус сопла
Контактные наконечники
Контактные наконечники отвечают за передачу мощности сварки на проволоку при ее прохождении для создания дуги. Это означает, что его соединение с газовым диффузором имеет решающее значение для обеспечения хорошей электропроводности. По этой причине предпочтительнее коническое соединение, поскольку оно помогает надежно и точно удерживать наконечник в нужном положении. Материал, размер и стиль контактного наконечника также играют роль в том, как он работает в любом заданном сварочном приложении.
Материал, размер и стиль контактного наконечника также играют роль в том, как он работает в любом заданном сварочном приложении.
Материалы контактных наконечников
Хромо-циркониевые, HDP и медные контактные наконечники AccuLock (показаны слева направо)
- Медь Контактные наконечники являются наиболее распространенными и подходят для большинства видов сварки MIG.
- Хромоцирконий Контактные наконечники используются в более сложных сварочных работах. Как правило, они служат примерно в два раза дольше, чем медные наконечники.
- HDP контактные наконечники имеют вставку на передней части наконечника, выполненную из специального сплава, устойчивого как к механическому, так и к электрическому износу. Это позволяет им служить в 6-10 раз дольше, чем , чем контактные наконечники из меди и хромо-циркония, и они идеально подходят для импульсной сварки.

Размеры контактного наконечника
Внешний размер и форма, а также внутренний диаметр контактного наконечника могут повлиять на его работу:
Внешний диаметр
- Диаметр контактного наконечника может указывать на его режим работы — более толстые контактные наконечники могут выдерживать большее количество тепла
- Необходимо соблюдать осторожность, чтобы между контактным наконечником и внутренней частью сопла был достаточный зазор для обеспечения хорошего потока газа
- Конические контактные наконечники можно использовать в тех случаях, когда зазор и доступ к сварке могут быть проблемой
Соображения по внутреннему диаметру
- Внутренний диаметр наконечника рассчитан в соответствии с имеющимися в продаже размерами сварочной проволоки
- Слишком большие контактные наконечники для проволоки приведут к блужданию проволоки или нестабильности дуги
- Слишком маленькие контактные наконечники вызовут слишком большое трение, что приведет к проблемам с подачей проволоки
- При использовании 500-фунтового ствола проволоки или больше, рекомендуется уменьшить размер большинства медных и хромо-циркониевых контактных наконечников на один размер проволоки из-за большего размера литой проволоки (например, наконечники 0,040″ для барабанов на 500 фунтов с проволокой 0,045″)
Типы контактных наконечников
Резьбовые контактные наконечники ввинчиваются в диффузор и должны быть затянуты на место с помощью инструмента.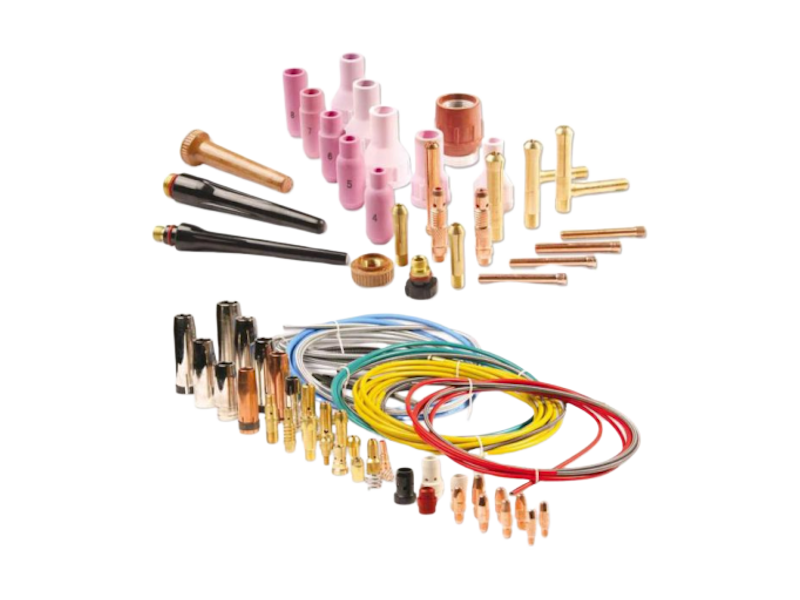 Ищите грубую резьбу, которая ускорит замену.
Ищите грубую резьбу, которая ускорит замену.
Вставные контактные наконечники не имеют резьбы и обычно удерживаются на месте соплом или другими расходными деталями. Они не требуют использования инструментов для установки.
Газовые диффузоры (также известные как удерживающие головки)
Газовые диффузоры предназначены для проведения электричества к контактному наконечнику при распределении защитного газа. Механически они также удерживают контактный наконечник и сопло на месте на горловине пистолета.
Плохо спроектированный диффузор может:
- Иметь газовые отверстия, которые часто засоряются или недоступны для режущих лезвий станции очистки сопел, что приводит к пористости
- Неправильное направление защитного газа , что приводит к турбулентному потоку газа и несбалансированному газовому покрытию
- Допускать частое ослабление соединений с наконечником, соплом или горловиной, что приводит к высокому электрическому сопротивлению и дополнительному нагреву
Вкладыши (также известные как кабелепроводы)
Задача направляющего канала при сварке MIG заключается в том, чтобы направлять сварочную проволоку от сварочного аппарата и/или механизма подачи проволоки через кабель горелки и через контактный наконечник. Выбор правильного размера, типа, материала и качества футеровки, а затем ее правильная установка необходимы для хороших результатов сварки.
Выбор правильного размера, типа, материала и качества футеровки, а затем ее правильная установка необходимы для хороших результатов сварки.
Типы вкладышей
- Обычные вкладыши заменяются с задней стороны горелки MIG и являются наиболее распространенным типом вкладышей, используемых сегодня.
- Направляющие с фронтальной загрузкой загружаются с передней части горелки MIG, не нарушая подключения проволоки или механизма подачи проволоки. Их можно заменить за половину времени, необходимого для замены обычного вкладыша. Они идеально подходят для горелок MIG, используемых в роботизированных установках или на стреле.
Чтобы посмотреть это видео, примите настройки, статистику и маркетинговые файлы cookie.
- Внутренние вкладыши – Часть системы из трех частей, короткий вкладыш (перемычка) используется через горловину пистолета, где происходит большая часть внутреннего износа. Переходник соединяет этот короткий передний лайнер с более длинным задним лайнером. Направляющая для прыжков идеальна для сварщиков, которые часто меняют шейки своих горелок, используют нейлоновые направляющие (для алюминиевой проволоки) или используют тормоз проволоки (автоматизированные приложения, требующие распознавания касания).
 Переходник соединяет этот короткий передний лайнер с более длинным задним лайнером. Направляющая для прыжков идеальна для сварщиков, которые часто меняют шейки своих горелок, используют нейлоновые направляющие (для алюминиевой проволоки) или используют тормоз проволоки (автоматизированные приложения, требующие распознавания касания).
Переходник соединяет этот короткий передний лайнер с более длинным задним лайнером. Направляющая для прыжков идеальна для сварщиков, которые часто меняют шейки своих горелок, используют нейлоновые направляющие (для алюминиевой проволоки) или используют тормоз проволоки (автоматизированные приложения, требующие распознавания касания).- Направляющие с двойным замком – эти направляющие фиксируются на месте спереди и сзади сварочной горелки, чтобы предотвратить зазоры и перекосы на пути подачи проволоки.
https://youtube.com/watch?v=MM1UJJvoOvY
Силовые контакты
Силовые контакты обеспечивают прямое соединение проволоки, сварочного тока и потока газа между сварочным аппаратом и/или механизмом подачи проволоки и горелкой MIG . Контакт питания также определяет совместимость горелки MIG с данным сварочным аппаратом. Точное соединение горелки с машиной имеет решающее значение для обеспечения эффективной подачи сварочной проволоки (также известной как присадочный металл), газа и сварочной энергии к горелке MIG.
Силовые штифты, как правило, очень долговечны и являются наиболее редко заменяемой расходной частью из-за износа. Однако сварщик может заменить свой силовой штифт другим, чтобы использовать один и тот же пистолет на разных машинах.
Аналогичным образом, компания, имеющая несколько марок сварочных аппаратов, может настроить свой парк горелок с различными контактами питания, что позволит им консолидировать свои горелки MIG и запасы расходных материалов. Связанные преимущества включают в себя:
- Упрощенное обучение сварщиков
- Более простое техническое обслуживание изделия
- Уменьшение количества ошибок при замене расходных материалов
- Уменьшение складских запасов сменных пистолетов
Несколько дополнительных моментов, которые необходимо понять:
- защитный газ может подаваться через отдельный штифт line
- Некоторые штифты имеют дополнительные функции, такие как фиксирующая крышка штифта , которая удерживает и позиционирует направляющий канал для оптимальной подачи проволоки через горелку
- Колпачки силовых штырей могут иметь указанный диапазон размеров проводов — пожалуйста, обратитесь к руководству пользователя при значительном изменении размера проводов
Выбор расходных материалов для сварочной горелки: какие из них подходят именно вам?
Расходные материалы для горелок MIG должны тщательно выбираться в соответствии с потребностями ваших сварочных работ и вашего бизнеса в целом. При выборе следует учитывать множество переменных. Вот несколько вопросов, на которые стоит обратить внимание:
При выборе следует учитывать множество переменных. Вот несколько вопросов, на которые стоит обратить внимание:
Форма и размер
- Оптимизация доступа при сварке: Нужны ли конические сопла и/или контактные наконечники для улучшения доступа при сварке?
- Обеспечьте хорошее покрытие газом: Достаточно ли внутреннего зазора между соплом и контактным наконечником для хорошего потока защитного газа?
- Максимальный срок службы: Соответствуют ли ваши расходные материалы рабочему уровню для вашего приложения, т. е. они слишком быстро изнашиваются?
- Оптимизация подачи проволоки: Соответствует ли внутренний размер контактного наконечника вашей сварочной проволоке?
Материал
- Минимизация разбрызгивания / Максимальный срок службы: Обеспечивает ли материал сопла правильный баланс долговечности и устойчивости к разбрызгиванию для вашего применения?
- Свести к минимуму разбрызгивание : Также следует учитывать качество материала и отделку передних расходных деталей. Если ваши расходные материалы имеют шероховатые края или множество дефектов, на них легче накапливаются брызги.
- Максимальный срок службы / Минимальное время простоя: Если ваше сварочное приложение испытывает слишком много времени простоя из-за смены контактного наконечника, возможно, пришло время подумать о замене материала контактного наконечника. Роботизированные сварочные операции наиболее чувствительны к простоям, поэтому при выборе контактных наконечников для этого применения необходимо соблюдать особую осторожность.
 Если ваши расходные материалы имеют шероховатые края или множество дефектов, на них легче накапливаются брызги.
Если ваши расходные материалы имеют шероховатые края или множество дефектов, на них легче накапливаются брызги.Тип соединения
- Максимальный срок службы : Ваши расходные материалы остаются подключенными или они часто отсоединяются, вызывая электрическое сопротивление и нагрев? Чрезмерный нагрев может ускорить выход из строя расходных материалов.
- Минимизация времени простоя: Если время простоя является проблемой, рассмотрите возможность замены расходных материалов быстрее и с меньшим количеством потенциальных ошибок.

Позиционирование
- Минимизация разбрызгивания / Максимальный срок службы: Должен ли ваш контактный наконечник быть утопленным, заподлицо с соплом или торчать из него?
Тип футеровки
Вы рассмотрели все доступные варианты футеровки, чтобы выбрать подходящий для вашей операции?
Инвентаризация
Если у вас много сварочных пистолетов, использование как можно большего количества общих расходных деталей может облегчить требования к обучению сотрудников, помочь предотвратить ошибки при замене и снизить затраты на хранение запасов.
- Минимизация затрат: Чем больше расходных материалов у вас есть на складе, тем выше будут ваши расходы на хранение.
- Минимизация ошибок / Минимизация обучения: Вы сталкиваетесь с большим количеством ошибок при замене расходных материалов, потому что ваш перечень расходных материалов сложен и сбивает с толку ваших сварщиков?
Хранение, установка и техническое обслуживание расходных материалов для сварочных горелок MIG
Для расходных материалов MIG существует несколько ловушек, которые могут сократить срок их службы. Если вы потратите время на изучение советов по правильному хранению, установке и обслуживанию, это может положительно повлиять на производительность, качество и прибыль.
Если вы потратите время на изучение советов по правильному хранению, установке и обслуживанию, это может положительно повлиять на производительность, качество и прибыль.
Хранение расходных материалов для горелок MIG
- Всегда храните расходные материалы MIG в оригинальной упаковке, пока они не будут готовы к использованию. Открытие их и размещение в мусорном ведре может привести к царапинам или вмятинам, которые позволяют брызгам прилипать и в конечном итоге сокращают срок службы продуктов. Это также позволит им окисляться, что может увеличить электрическое сопротивление.
- Храните контейнеры для хранения новых расходных материалов отдельно от контейнеров для выброшенных, чтобы избежать выбора старого контактного наконечника или сопла, которые могут иметь вмятины или царапины и могут накапливать брызги.
Установка расходных материалов для горелки MIG
- При установке расходных материалов всегда следуйте инструкциям производителя расходных материалов для MIG.
- Всегда надевайте чистые перчатки при обращении или замене контактных наконечников, сопел, диффузоров и вкладышей, чтобы предотвратить прилипание к ним грязи, масла или других загрязняющих веществ. Точно так же избегайте волочения вкладышей по земле, так как это может привести к загрязнению сварного шва и ухудшению характеристик расходных материалов.
- Используйте пару плоскогубцев (сварщиков) или другие рекомендуемые монтажные инструменты для установки контактных наконечников и диффузоров. Никогда не используйте кусачки или бокорезы, так как слишком сильное давление этих инструментов может повредить внутренний диаметр контактного наконечника. Эти инструменты также склонны царапать поверхность расходных материалов, оставляя следы, привлекающие брызги.

Обслуживание расходных материалов горелки MIG
- Периодически проверяйте расходные материалы на наличие хороших соединений. Это сводит к минимуму вероятность плохой проводимости и накопления брызг или преждевременного выхода из строя.
- При умеренном использовании раствор для защиты от брызг может поддерживать чистоту расходных деталей для сварки MIG и продлевать их срок службы как при полуавтоматической, так и при роботизированной сварке.

Решение проблем с расходными материалами для сварочных горелок MIG
Несмотря на то, что они не всегда являются основной причиной проблем со сваркой, расходные материалы для горелок MIG часто проверяются или заменяются в первую очередь при устранении неполадок из-за их низкой стоимости и простоты доступа. Следующие проблемы со сваркой можно решить с помощью расходных материалов для горелки MIG (пункты курсив являются дополнительными потенциальными первопричинами, НЕ связанными с расходными материалами горелки):
- Прогорание контактного наконечника
Этот вид отказа возникает, когда сварочная проволока вплавляется обратно во внутреннюю часть контактного наконечника, блокируя подачу. Возможные основные причины включают:- Неправильно обрезанный лайнер может привести к зазорам и трению в местах соединения лайнера и скоплению мусора в лайнере и контактном наконечнике
- Слишком маленький контактный наконечник для провода
- Неправильный выступ наконечника
- Erratic wire feeding
- Loose connections (tip / diffuser / neck)
- Improper wire stickout
- Improper voltage and/or wire feed speed
- Faulty ground
 Возможные основные причины включают:
Возможные основные причины включают:- Проволока не подается / неравномерная подача проволоки
Это происходит, когда присадочный металл не движется вперед или назад или движется непоследовательно.- Неправильная обрезка лайнера может привести к зазорам и трению в местах соединения лайнера, а также к скоплению мусора на лайнере/контактном наконечнике
- Wrong size contact tip
- Worn or dirty contact tip
- Contact tip burnback
- Wrong size liner
- Bird nest
- Feeder / relay malfunction
- Poor adaptor connection
- Изношенный или сломанный переключатель
- Неправильный размер приводного ролика
- Неправильно отрегулировано натяжение приводного ролика
- Износ приводного ролика
- Неправильная направляющая трубка.
- Неправильно обрезанный вкладыш может привести к зазорам и трению в местах соединения вкладыша — это может привести к смещению провода внутри контактного наконечника, что приведет к запиранию контактного наконечника.0014
- Improper contact tip duty or material for application
- Contact tip burnback
- Erratic wire feeding
- Improper wire stickout
- Improper voltage and/or wire feed speed
- Faulty ground
- Сварочная проволока низкого качества

- Короткий срок службы сопла
Частая замена сопла может быть признаком основных проблем. К ним относятся:- Размер сопла меньше указанного размера
- Насадка ослаблена или деформирована из-за использования в качестве отбойного молотка
- Насадки конической формы и в форме узкого горлышка имеют повышенный риск накопления брызг из-за более узкого отверстия, что может сократить срок службы
- Неправильно выемка контактного наконечника может привести к неравномерной дуге и увеличению количества брызг, что сокращает срок службы
- Неустойчивая дуга
Неустойчивая дуга может быть слышна и ощутима при ручной сварке. От дуги будут слышны чрезмерные хлопки и потрескивания, а в пистолете может ощущаться вибрация, вызванная дребезжанием проволоки.- LIMMED TRIMMEDEREDED может привести к зазорам и трениям на соединениях Liner
- Настройка внутри лайнера
- Неправильный размер контактный контактный контакт
- Носимый контактный контакт
- Недостаточный изгиб в шейке Gun
- Неправильное углубление контактного наконечника может привести к нестабильной дуге и повышенному разбрызгиванию
- Плохие / ослабленные соединения расходных материалов
- Improper machine parameters
- Improper gas shielding
- Contaminated wire or work piece
- Poor / loose ground connections
 От дуги будут слышны чрезмерные хлопки и потрескивания, а в пистолете может ощущаться вибрация, вызванная дребезжанием проволоки.
От дуги будут слышны чрезмерные хлопки и потрескивания, а в пистолете может ощущаться вибрация, вызванная дребезжанием проволоки. .
Большее, чем обычно, разбрызгивание может быть вызвано:
- Porosity in Weld
Small holes throughout the weld bead называется пористостью. Это может быть вызвано: - Износ изолятора сопла
- Сопло засорено
- Повреждение газового диффузора
- Газовые отверстия газового диффузора засорены
- Изношены, порезаны или отсутствуют уплотнительные кольца
- Размер расходных материалов не соответствует применению
- Слишком высокая скорость движения
- Неправильное положение/угол подхода
- Открытие дверей цеха
- Неисправный соленоид
- Нет защитного газа
- Неправильно настроен расход
- Разрыв газового шланга
- 3 Потеря управления0023
- Свободные фитинги
 Это может быть вызвано:
Это может быть вызвано: - Птичье гнездо
Сварочная проволока может скапливаться внутри сварочного аппарата или внутри сварочного пистолета, напоминая птичье гнездо.- Неправильно обрезанный вкладыш может привести к зазорам и трению в местах соединения вкладыша
- Скопление мусора во вкладыше
- Неправильный размер вкладыша
- Выгорание контактного наконечника
- Мощность контактного наконечника
- 0014
- Power Pin / Fired MisaLendment
- Неправильный размер рулона или стиль приводной рулоны
- Неправильные настройки натяжения рулона
- ВОЗДА. обрезанные вкладыши? Прочтите ниже, чтобы узнать, почему длина обрезки направляющей трубы так важна для успешной сварки MIG.
Нужны потенциальные решения вышеуказанных проблем? Ознакомьтесь с нашим Руководством по устранению неполадок при сварке.
Сварочные материалы — Проектирование зданий
Мы используем файлы cookie, чтобы обеспечить вам максимально удобные условия пользования нашим веб-сайтом. Вы можете узнать о наших файлах cookie и о том, как отключить файлы cookie, в нашей Политике конфиденциальности. Если вы продолжите использовать этот веб-сайт без отключения файлов cookie, мы будем считать, что вы довольны их получением. Закрывать.
Редактировать эту статью
Последняя редакция 13 ноя 2020
См.
вся историяСварка – это процесс соединения металлов и термопластов посредством коалесценции. Это экономичный и эффективный процесс создания прочных соединений между двумя или более деталями.
Присадочные металлы плавятся во время сварки, образуя прочное соединение. Флюс обычно используется для создания газовой защиты вокруг сварочной ванны для предотвращения окисления горячих металлов. Флюс обычно действует как раскислитель, предотвращая образование пористости в сварочной ванне. Флюс и присадочные металлы вместе известны как сварочные материалы 9.0036 .Стержневые электроды, порошковые проволоки, сплошные проволоки, проволоки под флюсом и флюсы являются некоторыми из сварочных материалов , используемых в процессе сварки. Однако флюс не является частью окончательного сварного шва и поэтому «расходуется» в процессе сварки.
Рост сварочной отрасли сильно зависит от мирового потребления стали.
Сварка находит применение в ряде отраслей, таких как; строительство, автомобильная и транспортная, морская, энергетическая, нефтяная и газовая. Глобальный 9Прогнозируется, что на рынке сварочных материалов 0035 будет наблюдаться высокий рост из-за позитивных перспектив отраслей конечного использования, таких как автомобильная и транспортная, морская и строительная отрасли.
Однако медленное внедрение передовых технологий, особенно в развивающихся странах, представляет угрозу для этого роста.Основными тенденциями, положительно влияющими на рост рынка, являются разрабатываемые будущие технологии, в частности технологии, предназначенные для сварки толстых металлических деталей. Кроме того, 9Рынок расходных материалов для сварки 0035 движется к автоматизации различных этапов процесса сварки, и прогнозируется, что разработка роботов и программного обеспечения для автоматизации положительно повлияет на рост.
Расходные материалы для сварки сегментированы на основе технологии сварки, типа расходных материалов для сварки , отрасли конечного использования и региона.
Сварочные материалы подразделяются на:
- Дуговая сварка.
- Сварка сопротивлением.
- Газокислородная сварка.
- Ультразвуковая сварка.
- Прочие (лазерная сварка и т.
 обрезанные вкладыши? Прочтите ниже, чтобы узнать, почему длина обрезки направляющей трубы так важна для успешной сварки MIG.
обрезанные вкладыши? Прочтите ниже, чтобы узнать, почему длина обрезки направляющей трубы так важна для успешной сварки MIG. Присадочные металлы плавятся во время сварки, образуя прочное соединение. Флюс обычно используется для создания газовой защиты вокруг сварочной ванны для предотвращения окисления горячих металлов. Флюс обычно действует как раскислитель, предотвращая образование пористости в сварочной ванне. Флюс и присадочные металлы вместе известны как сварочные материалы 9.0036 .
Присадочные металлы плавятся во время сварки, образуя прочное соединение. Флюс обычно используется для создания газовой защиты вокруг сварочной ванны для предотвращения окисления горячих металлов. Флюс обычно действует как раскислитель, предотвращая образование пористости в сварочной ванне. Флюс и присадочные металлы вместе известны как сварочные материалы 9.0036 . Однако медленное внедрение передовых технологий, особенно в развивающихся странах, представляет угрозу для этого роста.
Однако медленное внедрение передовых технологий, особенно в развивающихся странах, представляет угрозу для этого роста.