Содержание
ГОСТ 19249-73 Соединения паяные. Основные типы и параметры
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СОЕДИНЕНИЯ ПАЯНЫЕ
ОСНОВНЫЕ ТИПЫ И ПАРАМЕТРЫ
ГОСТ 19249 — 73
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР
ПО УПРАВЛЕНИЮ КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
| СОЕДИНЕНИЯ ПАЯНЫЕ Основные типы и параметры Brazed and soldered joints. Main types and parameters | ГОСТ 19249 — 73 |
Постановлением Государственного комитета стандартов Совета Министров СССР от 4 декабря 1973 г. № 2641 срок введения установлен
с 01.01.75
Проверен в 1989 г. Постановлением Госстандарта СССР от 26.06.89 № 2032 снято ограничение срока действия
1. Настоящий стандарт устанавливает основные типы паяных соединений, конструктивные элементы паяных твои, их обозначения и параметры.
Настоящий стандарт устанавливает основные типы паяных соединений, конструктивные элементы паяных твои, их обозначения и параметры.
2. Основные типы паяных соединений и их условные обозначения приведены в табл. 1.
3. Параметры конструктивных элементов паяных швов и их условные обозначения приведены в табл. 2.
Таблица 1
| Тип паяного соединения | Характерное сечение паяного соединения | Условное обозначение соединения |
| Нахлесточный | ПН — 1 | |
| ПН — 2 | ||
| ПН — 3 | ||
| Телескопический | ПН — 4 | |
| ПН — 5 | ||
| ПН — 6 | ||
| Стыковой | ПВ — 1 | |
| ПВ — 2 | ||
| Косостыковой | ПВ — 3 | |
| ПВ — 4 | ||
| Тавровый | ПТ — 1 | |
| ПТ — 2 | ||
| ПТ — 3 | ||
| ПТ — 4 | ||
| Угловой | ПУ — 1 | |
| ПУ — 2 | ||
| ПУ — 3 | ||
| Соприкасающийся | ПС — 1 | |
| ПС — 2 | ||
| ПС — 3 | ||
| ПС — 4 | ||
| ПС — 5 |
(Измененная редакция, Изм. № 1).
№ 1).
Таблица 2
| Тип соединения | Конструктивные элементы паяных швов | Наименование конструктивных элементов | Буквенное обозначение конструктивных элементов |
| Нахлесточный телескопический | Толщина основного материала | S | |
| Толщина шва | a | ||
| Ширина шва | b | ||
| Стыковой | Толщина основного материала | S | |
| Толщина шва | a | ||
| Ширина шва | b | ||
| Косостыковой | Толщина основного материала | S | |
| Толщина шва | a | ||
| Ширина шва | b | ||
| Угол скоса | ? | ||
| Тавровой | Толщина основного материала | S | |
| Толщина шва | a | ||
| Ширина шва | b | ||
| Угловой | Толщина основного материала | S | |
| Толщина шва | a | ||
| Ширина шва | b | ||
| Угол соединения деталей | ? | ||
| Угол скоса | ? | ||
| Соприкасающийся | Толщина основного материала | S | |
| Радиус кривизны паяемой детали | R | ||
| Ширина шва | b |
Примечания:
1 — 5. (Исключены, Изм. № 1).
(Исключены, Изм. № 1).
6. Толщина шва а определяется величиной сборочного зазора и физико — химическими свойствами паяемого материала и припоя. Величины сборочных зазоров для наиболее распространенных сочетаний «паяемый материал — припой» приведены в справочном приложении 1.
7. Величина нахлестки определяется механическими свойствами паяемого материала, паяного шва и требованиями предъявляемыми к конструкции.
8. Толщина паяемого материала S устанавливается при проектировании паяной конструкции.
(Измененная редакция, Изм. № 1).
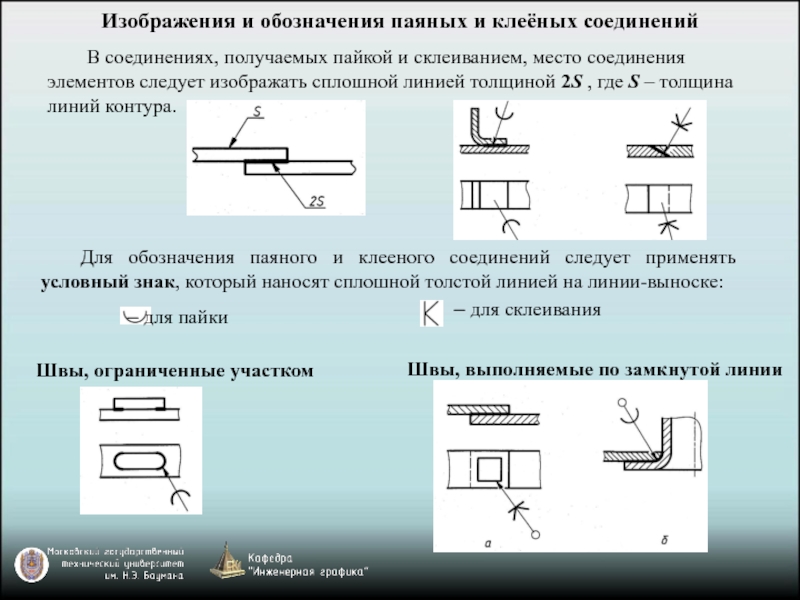
4. Условные изображения и обозначения паяных швов на чертеже — по ГОСТ 2.313 — 68.
На стадии эскизного и технического проектов условное обозначение типа паяного соединения проставляют над полкой линии — выноски.
5. Рациональная форма галтели — вогнутый мениск.
6. Форма и конструктивные элементы швов паяных соединений, которые являются комбинацией основных типов, должны быть вычерчены с указанием размеров. Допускается не вычерчивать форму и конструктивные элементы швов комбинированных паяных соединений на электромонтажных чертежах.
Допускается не вычерчивать форму и конструктивные элементы швов комбинированных паяных соединений на электромонтажных чертежах.
7. Комбинированные паяные соединения, широко применяемые в отраслях промышленности, приведены в справочном приложении 2.
8. (Исключен, Изм. № 1).
9. Условные обозначения швов паяных соединений, применяемые при переписке и в документации, кроме рабочих чертежей, должны состоять из:
а) буквенно — цифрового обозначения типа паяного соединения по табл. 1;
б) размеров сечения и длины шва.
Пример условного обозначения паяного шва типа нахлесточный ПН — 1, толщиной 0,05 мм, шириной 10 мм и длиной шва 150 мм:
ПН — 1 0,05?10?150 ГОСТ 19249 — 73
Примечание. Буквенно — цифровые обозначения швов комбинированных паяных соединений состоят из буквенно — цифровых обозначений основных типов, например:
ПН — 2 0,01?12?100 ПВ — 1 0,02?5?100 ГОСТ 19249 — 73
(Измененная редакция, Изм. № 1).
№ 1).
ПРИЛОЖЕНИЕ 1
Справочное
ВЕЛИЧИНЫ СБОРОЧНЫХ ЗАЗОРОВ ДЛЯ НАИБОЛЕЕ РАСПРОСТРАНЕННЫХ СОЧЕТАНИЙ «ПАЯЕМЫЙ МАТЕРИАЛ — ПРИПОЙ»
| Наименование припоя | Наименование паяемого материала | ||||
| Медь | Медные сплавы | Сталь углеродистая и низколегированная | Сталь нержавеющая | Алюминий и алюминиевые сплавы | |
| Оловянно — свинцовый | 0,07 — 0,20 | 0,07 — 0,20 | 0,05 — 0,50 | 0,20 — 0,75 | 0,05 — 0,15 |
| Медный | — | 0,04 — 0,20 | 0,001 — 0,05 | 0,01 — 0,10 | — |
| Медно — цинковый | 0,04 — 0,20 | 0,04 — 0,20 | 0,05 — 0,25 | 0,02 — 0,12 | — |
| Медно — фосфористый | 0,04 — 0,20 | 0,04 — 0,20 | — | — | — |
| Серебряно — медно — фосфористый | 0,02 — 0,15 | 0,02 — 0,15 | — | — | — |
| Серебряный | 0,04 — 0,25 | 0,04 — 0,25 | 0,02 — 0,15 | 0,05 — 0,10 | — |
| Алюминиевый | — | — | — | — | 0,12 — 0,25 |
| Цинковый | — | — | — | — | 0,10 — 0,25 |
ПРИЛОЖЕНИЕ 2
Справочное
ПРИМЕРЫ КОМБИНИРОВАННЫХ ПАЯНЫХ СОЕДИНЕНИЙ И ИХ УСЛОВНЫХ ОБОЗНАЧЕНИЙ
| Характерное сечение паяного соединения | Условное обозначение соединения |
| ПН — 2; ПВ — 1 | |
| ПН — 5; ПВ — 2 | |
| 2ПН — 3; 3ПВ — 1 | |
| 2ПВ — 3 | |
| ПВ — 2; ПВ — 4 | |
| ПВ — 1; 2ПН — 1 | |
| ПВ — 2; 2ПН — 4 | |
| ПТ — 1; 2ПВ — 1 | |
| nПВ — 4, где п — число витков | |
| ПН — 1; 4ПН — 2 | |
| ПТ — 2; ПВ — 1 | |
| 3ПН — 2; 2ПВ — 1 | |
| 2ПН — 2; 2ПВ — 1 | |
| 6ПН — 2; 4ПВ — 1; ПС — 1 |
(Измененная редакция, Изм. № 1).
№ 1).
СОДЕРЖАНИЕ
Приложение 1 Величины сборочных зазоров для наиболее распространенных сочетаний «паяемый материал — припой»
Приложение 2 Примеры комбинированных паяных соединений и их условных обозначений
Nothing found for %25D0%25Bd%25D0%25B5%25D1%2580%25D0%25B0%25D0%25B7%25D1%258A%25D0%25B5%25D0%25Bc%25D0%25Bd%25D1%258B%25D0%25B5 %25D1%2581%25D0%25Be%25D0%25B5%25D0%25B4%25D0%25B8%25D0%25Bd%25D0%25B5%25D0%25Bd%25D0%25B8%25D1%258F %25D1%2587%25D0%25B5%25D1%2580%25D1%2582%25D0%25B5%25D0%25B6 %25D0%25B8%25D0%25B3
Раздел: Начертательная геометрия /
Дата: 6 Ноябрь, 2022 в 13:14 /
Просмотров: 578
Дана пирамида SABC.
Определить , применяя способ вращения вокруг прямой уровня (горизонтали), угол между ребром SA и основанием АВС:
Пошаговое решение:
1) По координатам строим проекции вершины пирамиды S и проекции основания АВС;
2) Строим проекции гор. .. Читать далее
.. Читать далее
Раздел: Начертательная геометрия /
Дата: 30 Октябрь, 2021 в 9:03 /
Просмотров: 869
Вариант 38. (Военно-космическая академия имени А.Ф.Можайского)
Поверхность вращения образована соединением цилиндра и полусферы радиусом R=55 мм. Ось цилиндра перпендикулярна плоскости Н. Центр полусферы расположен на оси цилиндра и задан координатами точки О (70; … Читать далее
Раздел: Инженерная графика /
Дата: 22 Октябрь, 2021 в 9:31 /
Просмотров: 6460
Академия Гражданской Защиты МЧС РФ
Начертательная геометрия. Инженерная графика. Контрольные задания для студентов заочного отделения. – Химки: АГЗ МЧС России, 2020.
Контрольная работа состоит из пяти графических заданий:
Задание № 1 «Пересечение… Читать далее
Раздел: Инженерная графика /
Дата: 24 Февраль, 2021 в 9:16 /
Просмотров: 11994
Омский институт водного транспорта (филиал)
«Новосибирская государственная академия водного транспорта»
КОМПЬЮТЕРНАЯ ГРАФИКА
Лабораторная работа № 1
Тема: Построение геометрических тел
Цель лабораторной работы:
1) Изучение приемов построени. .. Читать далее
.. Читать далее
Раздел: Инженерная графика /
Дата: 23 Февраль, 2021 в 12:01 /
Просмотров: 12378
Ухтинский Государственный Технический Университет
Инженерная графика и начертательная геометрия — выполнение расчетно-графической работы по начертательной геометрии для студентов по методическим указаниям: Думицкая Н.Г., Попков О.Н., Ухта, 2006 год.
Проекцион… Читать далее
Раздел: Начертательная геометрия /
Дата: 20 Февраль, 2021 в 13:40 /
Просмотров: 803
Омская Государственная Аграрная Академия им. Столыпина
МЕТОДИЧЕСКИЕ УКАЗАНИЯ И ЗАДАНИЯ к вне аудиторной работе студентов заочников по дисциплине «Начертательная геометрия и инженерная графика», 2006 г.
Эпюр №1. Дана плоскость треугольника АВС и точка D.
Зад… Читать далее
Раздел: Начертательная геометрия /
Дата: 4 Февраль, 2021 в 9:21 /
Просмотров: 978
Уфимский Государственный Нефтяной Технический Университет
Инженерная и компьютерная графика — выполнение расчетно-графической работы по начертательной геометрии для студентов бакалавров заочного обучения по методическим указаниям Тархова Л. М., 2019 г.
М., 2019 г.
Лист… Читать далее
Раздел: Без рубрики /
Дата: 7 Сентябрь, 2019 в 9:55 /
Просмотров: 18289
Государственный университет «Московский Политех» (МАМИ)
Cодержание расчетно-пояснительной записки:
Титульный лист.
Введение.
Техническое задание.
Силовой и кинематический расчет привода.
Расчет зацеплений.
Расчет ременной или цепной пере… Читать далее
Раздел: Без рубрики /
Дата: 2 Сентябрь, 2019 в 13:19 /
Просмотров: 14255
Начался новый учебный 2019/2020 год, поздравляю всех студентов с 1 сентября и Днем Знаний!
Заказы на чертежи по начертательной геометрии инженерной графике, а также и курсовые проекты по предмету «Детали машин» уже принимаются.
Обращайтесь, постараюсь помочь всем. Д… Читать далее
Д… Читать далее
Раздел: Начертательная геометрия /
Дата: 16 Март, 2019 в 10:32 /
Просмотров: 30393
Омский институт водного транспорта (филиал)
«Новосибирская государственная академия водного транспорта»
Т. Л. Копац
СБОРНИК ЗАДАЧ ПО НАЧЕРТАТЕЛЬНОЙ ГЕОМЕТРИИ И ИНЖЕНЕРНОЙ ГРАФИКЕ
ТЕМА 1: «Проекции точки. Принадлежность точки прямой. Прямые общего и част… Читать далее
Раздел: Начертательная геометрия /
Дата: 13 Ноябрь, 2018 в 16:41 /
Просмотров: 21725
«Нижневартовский государственный университет»
Расчетно-графическая работе №1.
Задача 1
1. Построить линию пересечения MN плоскости треугольника Σ(ΔАВС) и Θ(ΔEDK). Показать видимость пересечения плоскости Σ(ΔАВС) с плоскостью Θ(ΔEDK) в проекциях.
2.Опр. .. Читать далее
.. Читать далее
Раздел: Инженерная графика /
Дата: 30 Октябрь, 2018 в 12:44 /
Просмотров: 19959
Югорский Государственный Университет
Пример выполненных чертежей по начертательной геометрии и инженерной графике для ЮГУ г. Ханты-Мансийск
Часть 1. Начертательная геометрия: 5 чертежей по Фролову и одно уникальное задание.
Часть 2. Инженерная … Читать далее
ГОСТ 21931-76 / Ауремо
ГОСТ Р ИСО 5832-2-2014
ГОСТ Р ИСО 5832-3-2014
ГОСТ Р ИСО 5832-11-2014
ГОСТ Р 53777-2010
ГОСТ Р 52802-2007
ГОСТ 12341-81
ГОСТ 21931-76
ГОСТ 6902-75
ГОСТ 21930-76
ГОСТ 19658-81
ГОСТ 23137-78
ГОСТ 2169-69
ГОСТ 19738-74
ГОСТ 13498-79
ГОСТ 30649-99
ГОСТ Р 52245-2004
ГОСТ Р 52244-2004
гост-21931-76.pdf
(390,60 КиБ)ГОСТ 21931-76
ГОСТ 21931-76
Группа В51
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ОЛОВО-ГРУНТЫ В ИЗДЕЛИЯХ
Технические условия
Припои оловянно-свинцовые в виде изделий. Технические характеристики
Технические характеристики
OKP 17 2300
Дата введения 1978–01–01
Информационные данные
1. Разработаны и принятые Министерством неплозной металлургии СССР
Разработчики
Vaarshinnikov; З.Я. Каменецкая; А.И. Даутова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 16.06.76 N 1449
Изменение №3 принято Межгосударственным советом по стандартизации, метрологии и сертификации (Протокол №6 от 21.10.94)
За принятие проголосовали:
| Наименование государства | Наименование национального органа по стандартизации |
| Азербайджанская Республика | Азгосстандарт |
| Республика Армения | Армгосстандарт |
| Республика Беларусь | Госстандарт Беларуси |
| Республика Грузия | Грузстандарт |
| Республика Казахстан | Госстандарт Республики Казахстан |
| Кыргызская Республика | Кыргызстандарт |
| Республика Молдова | Молдовастандарт |
| Российская Федерация | Госстандарт России |
| Республика Узбекистан | Узгосстандарт |
| Украина | Gosstandart of Ukraine |
3. Замена GOST 1499–70, за исключением свиней
Замена GOST 1499–70, за исключением свиней
4. Справочник нормативных и технических документов:
| . Определение нормативного документа, для которого ссылка сделана | ||
| . Определение нормативного документа, для которого справочник сделан 9999 | . | Артикул |
| ГОСТ 12.0.004-90 | 2а.9 | |
| ГОСТ 12.1.005-88 | 2а.3; 2а.4 | |
| ГОСТ 12.1.007-76 | 2а.1; 2а.4 | |
| ГОСТ 12.3.009-76 | 2а.6 | |
| ГОСТ 12.3.010-82 | 2а.7 | |
| ГОСТ 12.4.023-84 | 2а.11 | |
| ГОСТ 12.4.028-76 | 2а.11 | |
| ГОСТ 1429.0-77 | 2а.8; 4.6 | |
| ГОСТ 1429.1-77 — ГОСТ 1429.15-77 | 4,6 | |
| ГОСТ 2228-81 | 5,8; 5.10 | |
| ГОСТ 2991-85 | 5. 10 10 | |
| ГОСТ 3282-74 | 5.10 | |
| ГОСТ 3560-73 | 5.10 | |
| ГОСТ 4514-78 | 5,8 | |
| ГОСТ 6128-81 | 5,5 | |
| ГОСТ 6613-86 | 1,8 | |
| ГОСТ 9723-73 | 4,7 | |
| ГОСТ 10396-84 | 5,8; 5.10 | |
| ГОСТ 14192-96 | 5.11 | |
| ГОСТ 14861-91 | 2а.7; 5.10 | |
| ГОСТ 17308-88 | 5,8 | |
| ГОСТ 18477-79 | 5.10 | |
| ГОСТ 19113−84 | 2.4 | |
| ГОСТ 21140-88 | 5.10 | |
| ГОСТ 21930-76 | 2.1; 2,5; 2,6; 5.13 | |
| ГОСТ 21931-76 | 1,8 | |
| ГОСТ 26663-85 | 5.10 | |
| СНиП 2.09.04-87 | 2а.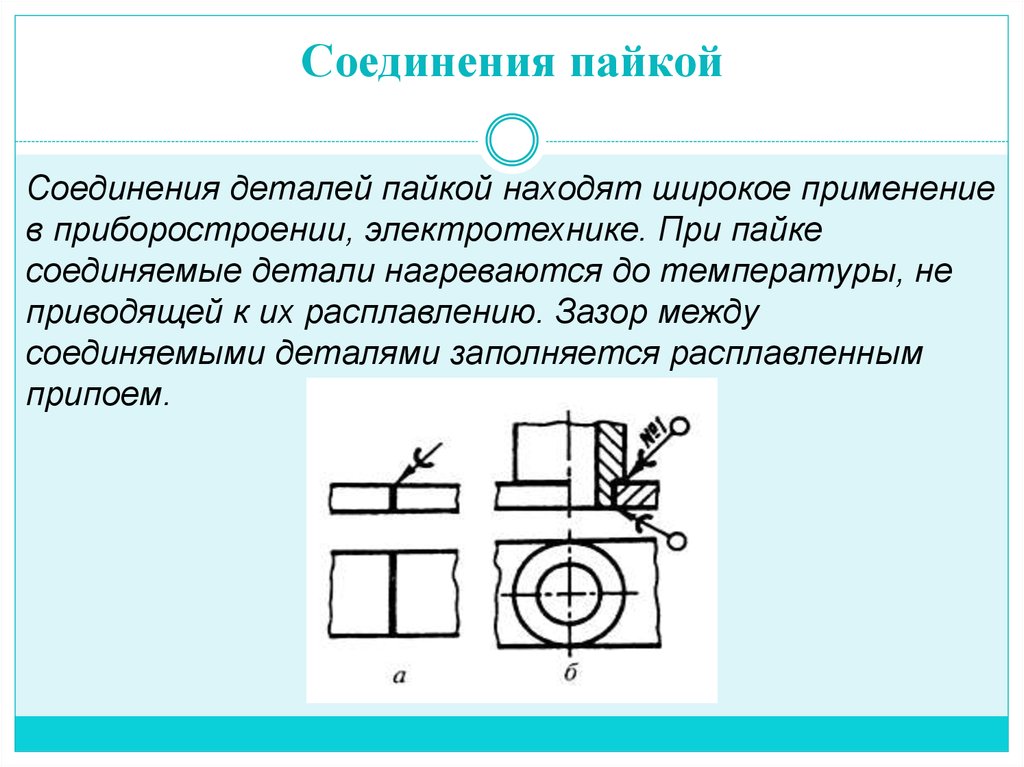 12 12 |
5. Ограничение срока действия снято согласно протоколу Межгосударственного совета по стандартизации, метрологии и сертификации (ИСУ 2−93)
6. РЕВЕРСИЯ (февраль 1998 г.) с Изменениями №№ 1, 2, 3, утвержденными в декабре 1982 г., июне 1987 г., марте 1995 г. (ИСС 3-83, 9-87, 6-95)
Применяется настоящий стандарт к оловянно-свинцовым припоям в виде круглой проволоки, ленты, трехгранных, круглых и квадратных прутков, круглых трубок, заполненных флюсом, порошком, используемых для лужения и пайки деталей.
(Измененная редакция, версия № 3).
1. СОРТИРОВКА
1.1. Диаметры проволоки и предельные отклонения от них должны соответствовать указанным в таблице 1.
(Измененная редакция, Изменения N 1, 2, 3).
1.2. Диаметры круглых стержней, размеры сторон трехгранных и квадратных стержней и предельные отклонения от них должны соответствовать указанным в табл. 2.
(Измененная редакция, Ред. N 3).
Таблица 1
мм
| Номинальный диаметр проволоки | Предельное отклонение |
| 0,4 | ± 0,05 |
| 0,5 | ± 0,05 |
| 0,6 | ± 0,06 |
| 0,8 | ± 0,08 |
| 0,95 | ± 0,08 |
| 1,0 | ± 0,10 |
| 1,2 | ± 0,10 |
| 1,5 | ± 0,10 |
| 1,8 | ± 0,10 |
| 2,0 | ± 0,10 |
| 2,5 | ± 0,12 |
| 3,0 | ± 0,15 |
| 3,5 | ± 0,17 |
| 4,0 | ± 0,17 |
| 5,0 | ± 0,17 |
| 6,0 | ± 0,18 |
| 7,0 | ± 0,20 |
стол 2
мм
| Круглые стержни | Стержни трехгранные | Прутки квадратные | |||
| Номинальный диаметр | Предельное отклонение | Размер сторон | Предельное отклонение | Размер сторон | Предельное отклонение |
| 8 | ± 0,24 | 10 | ± 0,30 | 5 | ± 0,25 |
| 10 | ± 0,30 | 12 | ± 0,36 | 7-й | ± 0,35 |
| 12 | ± 0,36 | 14 | ± 0,42 | 9 | ± 0,45 |
| одиннадцать | ± 0,55 | ||||
| 15 | ± 0,45 | 16 | ± 0,48 | 13 | ± 0,55 |
| 40 | ± 1,2 | 15 | ± 0,55 | ||
1. 3. Длина стержней должна быть (400 ± 20) мм.
3. Длина стержней должна быть (400 ± 20) мм.
Разница в длине стержней в связке должна быть не более 10 мм.
(Измененная редакция, ред. № 2).
1.4. Размеры ремней должны соответствовать указанным в таблице 3, предельные отклонения размеров ремней — в таблице 4.
Table 4
mm
| Nominal tape thickness | Предельное отклонение | Номинальная ширина ремня | Предельное отклонение |
| 0,8 | ± 0,08 | 5,0 | ± 0,5 |
| 1,0 | ± 0,10 | 6,0 | ± 0,6 |
| 1,5 | ± 0,10 | 7,0 | ± 0,7 |
| 2,0 | ± 0,10 | 8,0 | ± 0,8 |
| 2,5 | ± 0,10 | 9,0 | ± 0,9 |
| 3,0 | ± 0,12 | 10,0 | ± 1,0 |
| 4,0 | ± 0,16 | 15,0 | ± 1,0 |
| 5,0 | ± 0,20 |
1,5. Диаметры труб и предельные отклонения наружного диаметра должны соответствовать указанным в таблице 5.
Диаметры труб и предельные отклонения наружного диаметра должны соответствовать указанным в таблице 5.
Таблица 5
мм
| Номинальный внешний диаметр трубы | Предельное отклонение Внешний диаметр |
| 1,0 | ± 0,05 |
| 1,5 | ± 0,07 |
| 2,0 | ± 0,07 |
| 2,5 | ± 0,07 |
| 3,0 | ± 0,09 |
| 3,5 | ± 0,1 |
| 4,0 | ± 0,12 |
| 5,0 | ± 0,15 |
(Измененная редакция, ред. N 1, 3).
1.6. По согласованию потребителя с изготовителем допускается изготовление изделий других форм и размеров.
1.7. Длина длины провода и трубки должна быть не менее 20 м, ленты — не менее 10 м.
(Измененная редакция, Ред. № 1).
1.8. Гранулометрический состав порошка припоя должен соответствовать указанному в таблице 6.
Таблица 6
| Номер сетки по ГОСТ 6613 | Остаток порошка на сите, %, не более | Порошок, проходящий через сито, %, не менее |
| 008 | 0,5 | — |
| 0071 | — | 80 |
Условное обозначение припоев следующее:
Со следующими сокращениями:
наименование сортамента профиля:
проволока — прв;
прут — пт;
Лента
— L;
трубка — Т;
порошок — пор;
формы сечения:
круглый — CD;
квадрат — КБ;
трехгранный — TRG.
Вместо отсутствующего показателя поставить знак «Х».
Примеры символа
Припой в виде проволоки круглого сечения диаметром 2 мм марки ПОСу 61-0,5:
Припой Прв КР2 ПРЕСС 61-0,5 ГОСТ 21931-76
5 То же,
2 То же, в форме квадратного стержня со стороной 9 мм квадрат марки ПОСу 40-0,5:
Припой ПтКВ 9,0 ПОСу 40-0,5 ГОСТ 21931-76
То же, в виде креста-трехгранника сечение с размером сторон 14 мм ПОС 61:
Припой ПтТРГ 14 ПОС 61 ГОСТ 21931-76
То же, в виде ленты толщиной 0,8 мм, шириной 8 мм ПОС 40:
Припой Л 0,8х8 ПОС 40 20 70901 ГОСТ 219001
То же, в виде трубки наружным диаметром 5 мм с наполнителем канифоль марки ПОССУ 25-2:
Припой Т 5 ПОСу 25-2 ГОСТ 21931-76
То же , в виде порошка ПОСу 30-2:
Порт припоя ПОСТ 30-2 ГОСТ 21931−76
(Измененная редакция, Изменения N 1, 2, 3).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Припои оловянно-свинцовые в изделиях изготавливаются в соответствии с требованиями настоящего стандарта по технологической инструкции, утвержденной в установленном порядке. Химический состав оловянно-свинцовых припоев должен соответствовать требованиям ГОСТ 21930.
(Измененная редакция, ред. № 1, 2).
2.2. Поверхность стержней, проволоки, лент и трубок не должна иметь посторонних включений, трещин и расслоений.
На поверхности стержней, проволоки и ленты допускаются отдельные невскрывшиеся пузырьки воздуха, не имеющие шлаковых включений.
(Измененная редакция, ред. № 2, 3).
2.3. В обрыве проволоки, прутка, ленты и трубки не должно быть посторонних включений.
(Измененная редакция, ред. № 2).
2.4. В качестве флюса (наполнителя) трубок припоя используется сосновая канифоль по ГОСТ 19113. Флюс должен быть сплошным по всей длине трубки.
По согласованию потребителя с изготовителем допускается использование в качестве наполнителя более активных флюсов. Масса флюса в трубке должна составлять (2,5 ± 0,5)% от массы трубки.
Масса флюса в трубке должна составлять (2,5 ± 0,5)% от массы трубки.
(Измененная редакция, ред. № 2, 3).
2.5. Физико-механические свойства припоев приведены в приложении 1 ГОСТ 21930.
2.6. Области преимущественного применения припоев приведены в приложении 2 ГОСТ 21930.
2а. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
2а.1. Процессы производства и пайки (лужения) оловянно-свинцовых и оловянно-свинцово-кадмиевых припоев могут сопровождаться выделением токсичных веществ свинца и оксида кадмия, которые по ГОСТ 12.1.007 отнесены к веществам 1 класса. опасности.
2а.2. Выделение вредных веществ в организм человека в условиях изготовления и применения припоев возможно при вдыхании загрязненного воздуха, а также с водой и пищей при несоблюдении правил личной гигиены.
Действие свинца на организм человека заключается в поражении нервной системы, крови, сосудов. Кадмий влияет на органы дыхания, желудочно-кишечный тракт, внутренние органы, скелетные мышцы и костную ткань, вызывает раздражение кожи.
2а.3. Предельно допустимая концентрация свинца в воздухе рабочей зоны производственных помещений составляет 0,01 мг/м, оксида кадмия — 0,1 мг/м по ГОСТ 12.1.005.
2а.4. Контроль за содержанием вредных веществ в воздухе рабочей зоны следует проводить по ГОСТ 12.1.005 и ГОСТ 12.1.007. Анализ проб воздуха на оксиды свинца и кадмия проводят по методикам, утвержденным Минздравом СССР.
2а.5. Устройство, оборудование и отделка производственных помещений и рабочих мест при производстве и применении свинецсодержащих сплавов должны соответствовать правилам безопасности производства олова и сплавов на его основе, утвержденным Госгортехнадзором СССР, и санитарным правилам для организация пайки мелкогабаритных изделий свинецсодержащими сплавами, одобренными Минздравом СССР.
2а.6. При погрузочно-разгрузочных работах должны соблюдаться требования безопасности по ГОСТ 12.3.009 и правилам безопасности для предприятий и организаций металлургической промышленности, утвержденным Госгортехнадзором СССР.
2а.7. Требования безопасности при эксплуатации промышленной тары, изготовленной по ГОСТ 14861, по ГОСТ 12.3.010.
2а.8. Требования безопасности при определении химического состава — по ГОСТ 1429..0 .
2а.9. Работники с припоями должны пройти: инструктаж по технике безопасности
по ГОСТ 12.0.004;
обучение приемам работы со свинцовыми и кадмийсодержащими припоями и правилам обращения со средствами защиты;
Предварительно при приеме на работу и периодических медицинских осмотрах.
2а.10. Профилактика отравления свинцом при работе с припоями — согласно нормативной документации, утвержденной Минздравом СССР.
2а.11. Все работы с расплавленными оловянно-свинцовыми припоями следует проводить в сухой спецодежде и средствах защиты.
При работе с расплавленными оловянно-свинцовыми припоями, обслуживании ванн для лужения и пайки, работе с порошком из припоев и транспортно-складских работах рабочие должны использовать средства индивидуальной защиты органов дыхания — респираторы ШБ-1 «Лепесток» по ГОСТ 12. 4. 028. Во избежание ожогов работающие с расплавленными припоями должны защищать лицо головными щитками по ГОСТ 12.4.023.
4. 028. Во избежание ожогов работающие с расплавленными припоями должны защищать лицо головными щитками по ГОСТ 12.4.023.
2а.12. Для работы с оловянно-свинцовыми припоями должны быть выделены бытовые помещения в соответствии со СНиП 2.09.04 для группы производственных процессов IIIа. В санузлах должны быть созданы условия для соблюдения правил личной гигиены.
(Измененная редакция, версия № 3).
Раздел 2. (Введен дополнительно, ред. N 1).
3. ПРАВИЛА ПРИЕМКИ
3.1. Припои принимают партии.
Каждая партия должна состоять из припоев одной марки, одного типа и одного размера. Вес партии не ограничен.
Партии должен быть выдан один документ о качестве, содержащий:
товарный знак или наименование и товарный знак производителя;
условное обозначение припоя;
номер партии;
результаты химического анализа;
Масса нетто и партия брутто в килограммах;
дата изготовления;
(Измененная редакция, Изменения N 1, 2, 3).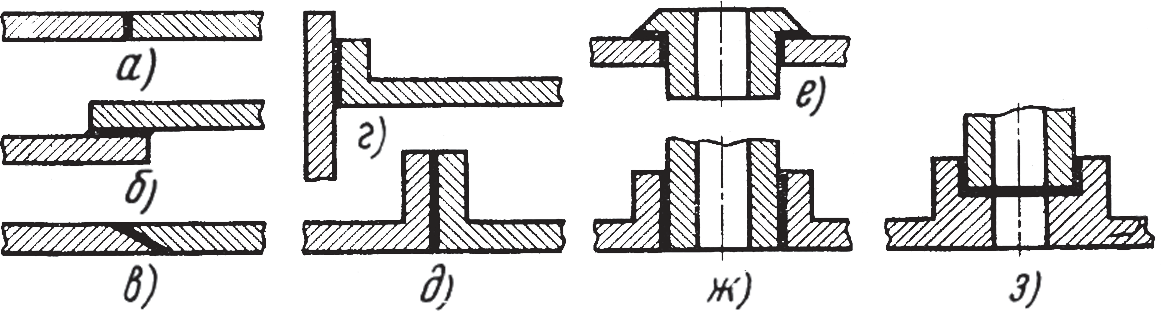
3.2. Проверке и измерению подвергают каждый моток, моток и 0,5% партии от массы партии.
3.3. Для проверки химического состава припоя из партии берут 0,3% (по массе) мотков проволоки, трубку диаметром до 2,5 мм, ленты толщиной до 2,5 мм; 0,05% (по массе) мотков проволоки, трубки диаметром более 2,5 мм и ленты толщиной более 2,5 мм и ленты толщиной более 2,5 мм *, но не менее двух мотков; 0,03% (по массе) брусков, но не менее пяти брусков.
_________________
* Текст соответствует оригиналу. — Примечание «КОД».
Для проверки химического и гранулометрического состава порошка от партии отбирают 20 % банок, но не менее пяти банок.
(Измененная редакция, ред. № 2).
3.4. При получении неудовлетворительных результатов испытаний даже по одному из показателей проводятся повторные испытания на удвоенной пробе, взятой из той же партии. Результаты повторных испытаний распространяются на всю партию.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Контроль поверхности прутков, проволоки, лент, труб производится без применения увеличительных приборов.
4.2. Для отбора комбинированной пробы с концов мотков и мотков проволоки, трубки, ленты берут отрезки 30-40 см. Образец получают токарной обработкой полного поперечного сечения или фрезерованием пучка концов. Стержни фрезерованы в трех местах — посередине и с обоих концов.
На предприятии-изготовителе при изготовлении труб и проволоки допускается отбор проб для определения химического состава заготовок и распределение результата анализа на партии различных диаметров, изготовленные из этих заготовок. При этом определение содержания флюса в трубах проводят в каждой партии. При изготовлении изделий методом горячего прессования допускается отбирать образцы из расплавленного металла равномерно в начале, середине и конце выпуска партии в виде стержней с последующей их обточкой или фрезерованием.
Полученные опилки перемешивают, подвергают магнитной сепарации, восстанавливают квартингом до получения лабораторной пробы массой 200 г. Пробу делят на две части, одну из которых отправляют на химический анализ, вторую оставляют на случай разногласий в оценке качества припоев.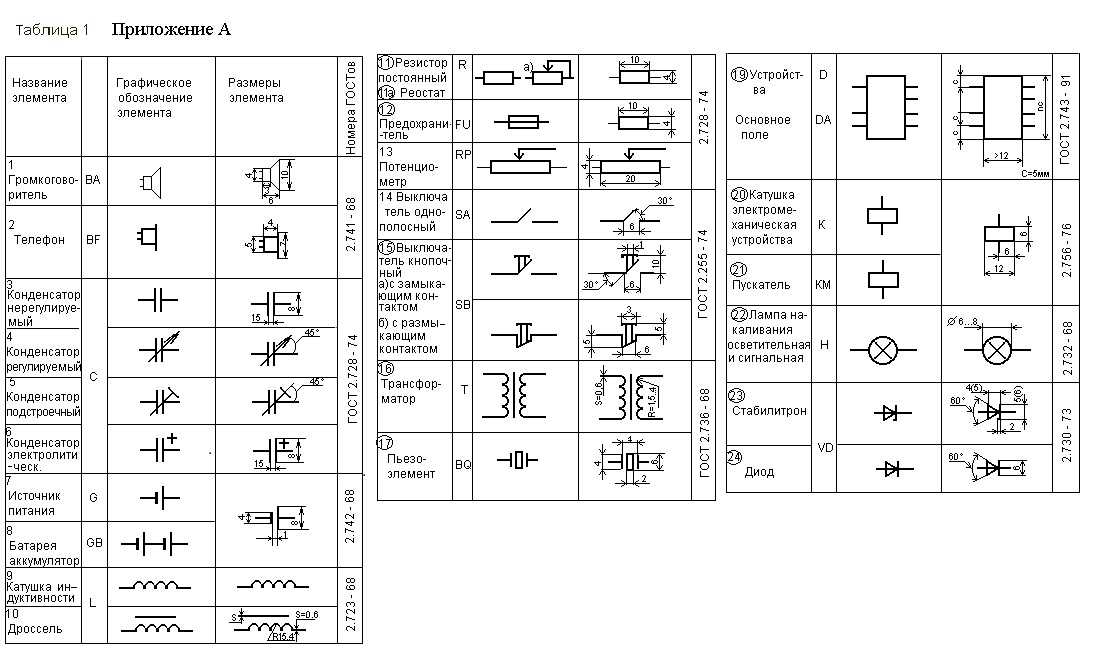
Лабораторная проба из трубчатого припоя перед анализом должна быть отмыта от канифоли спиртом или другими растворителями.
(Измененная редакция, Изменения N 1, 2, 3).
4.3. Проба порошка берется зондом из каждой выбранной банки. Зонд опускают на всю глубину банки не менее чем в трех разных точках. Образец перемешивают и квартуют.
На заводе-изготовителе допускается отбор проб порошка автоматическим пробоотборником.
4.4. Диаметр стержней, проволоки и труб измеряют не менее чем в двух взаимно перпендикулярных направлениях одного и того же поперечного сечения любым измерительным инструментом, обеспечивающим заданную точность измерения.
4.5. Для получения надлома припой надрезается на глубину не более одной трети диаметра или толщины и отламывается надрезом. Осмотр перелома проводят без применения увеличительных приборов.
4.6. Анализ химического состава припоев проводят по ГОСТ 1429.0 — ГОСТ 1429.15.
Допускается определение химического состава припоя другими методами, обеспечивающими требуемую точность определения.
В случае разногласий в оценке химического состава припоя определение производится по ГОСТ 1429.0 — ГОСТ 1429.11.
(Измененная редакция, ред. № 2).
4.7. Гранулометрический состав порошка определяют по ГОСТ 9723.
4.8. Для определения содержания флюса () в трубке с концов отобранных витков (мотков) берут образцы длиной 30-40 см и разрезают их на отрезки длиной 3-5 см. Масса образца должна быть 140−160 г.
Проба делится на две части: одна часть отправляется на анализ, другая сохраняется на случай разногласий в оценке качества партии. Образцы массой 20 г помещают в чистый фарфоровый тигель и нагревают до полного расплавления, затем тщательно перемешивают и охлаждают. Затвердевший припой очищают от флюса, промывают в спирте от остатков, сушат и взвешивают. Содержание потока () в процентах рассчитывается по формуле
.
За окончательный результат берется среднее арифметическое результатов испытаний трех образцов.
(Измененная редакция, ред. N 2).
N 2).
4.9. Непрерывность потока в трубке обеспечивается технологией изготовления.
(введен дополнительно, ред. № 2).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
5.1. Проволока, ленты и трубки с флюсом поставляются в бухтах. Проволока диаметром до 1 мм и трубы с флюсом диаметром до 1,5 мм поставляются намотанными на бухты. Масса нетто мотков и мотков проволоки и трубок с флюсом должна быть 1,5-15 кг. На бухты допускается наматывать провода и трубки других диаметров.
(Измененная редакция, ред. N 2).
5.2. Каждый моток должен быть туго перевязан шпагатом или скотчем не менее чем в трех местах, равномерно расположенных по периметру мотка.
5.3. (Исключен, ред. N 2).
5.4. Прутки поставляются в упаковках не более 15 кг.
5.5. Порошок расфасован в металлические банки по ГОСТ 6128. Масса нетто банок не должна быть более 30 кг.
Допускается по согласованию изготовителя с потребителем расфасовывать порошок в металлические банки, изготовленные по рабочим чертежам, утвержденным в установленном порядке, с размерами, указанными в таблице 7.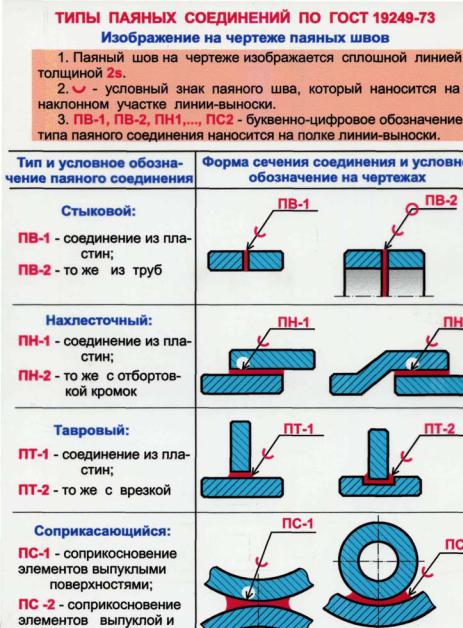
Таблица 7
Размеры, мм
Объем, см | Диаметр | Предельное отклонение | Высота | Предельное отклонение | ||
| Внутреннее | внешний | внутренний | для улицы | |||
| 8092 | 215 | 218 | ± 5 | 223 | 232 | ± 5 |
(Измененная редакция, ред. N 1, 2).
5.6. На каждый моток, моток проволоки, ленты и трубки и на каждый пучок прутков припоя прикрепляется этикетка, на которой должны быть указаны:
товарный знак изготовителя;
условное обозначение припоя;
номер партии;
номер контролера отдела технического контроля;
дата изготовления.
(Измененная редакция, ред. № 1, 2).
5.7. В каждом банке вы вносите документ, в котором необходимо указать:
товарный знак производителя;
условное обозначение припоя;
номер партии;
номер банка;
масса нетто в килограммах;
дата изготовления;
обозначение настоящего стандарта.
На каждой этикетке указаны одни и те же данные.
(Измененная редакция, ред. № 2).
5.8. Рукава из проволоки, трубок, лент и пучков стержней оборачивают бумагой по ГОСТ 10396, ГОСТ 2228 или другой нормативной документации и перевязывают обвязочным материалом по ГОСТ 17308, ГОСТ 4514 в трех местах, включая место нахождения этикетки. закреплен.
(Измененная редакция, ред. № 2, 3).
5.9. К каждому мотку или коробке в верхней части упаковки прикрепляется этикетка, на которой должны быть указаны:
товарный знак изготовителя;
условное обозначение припоя;
номер партии;
обозначение настоящего стандарта.
5.10. Мотки, мотки проволоки, ленты, трубки, пучки прутков, банки с порошком транспортируют в универсальных контейнерах по ГОСТ 18477 или специализированных металлических контейнерах (ящиках) типа I, исполнение 1 1200х800х750 мм по ГОСТ 14861 масса брутто не более 1,3 тн, нетто не более 1,2 тн. Допускается перевозка мотков проволоки, труб, лент и связок прутков в специализированной таре по ГОСТ 14861 и универсальной таре по ГОСТ 18477 без упаковки в бумагу; дно и стенки тары закрывают и каждый ряд продукции перекрывается слоем бумаги по ГОСТ 10396, ГОСТ 2228 или другой нормативной документации.
Мелкие партии продукта транспортируют в ящиках бортовых типа II-I по ГОСТ 2991 по ГОСТ 21140, массой брутто не более 50 кг. Ящики формируют на деревянных поддонах в транспортные пакеты по ГОСТ 26663 с обвязкой металлической лентой по ГОСТ 3560 или проволокой по ГОСТ 3282. Масса брутто пакета не более 1,0 т.
5.9, 5.10. (Измененная редакция, Изменения N 1, 2, 3).
5.11. Транспортная маркировка — по ГОСТ 14192.
(Измененная редакция, Ред. № 1).
5.12. Припои транспортируют транспортом всех видов в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на данном виде транспорта, и Техническими условиями на погрузку и крепление, утвержденными МПС РФ.
(Измененная редакция, ред. № 1, 3).
5.13. Хранение оловянно-свинцовых припоев в изделиях — по ГОСТ 219.30 .
(введен дополнительно, ред. № 1).
Раздел 6… (Исключен, Изменение № 1).
Обозначения на электрических схемах по ГОСТ: буквенные, графические
Чтобы понять, что конкретно нарисовано на схеме или чертеже, необходимо знать расшифровку тех значков, которые на ней есть. Это распознавание также называется чтением рисунка. И чтобы облегчить этот урок, почти все элементы имеют свои условные значки. Почти, потому что стандарты давно не обновлялись и некоторые элементы рисуют всех, как могут. Но, в большинстве своем, условные обозначения на электрических схемах есть в нормативных документах.
Это распознавание также называется чтением рисунка. И чтобы облегчить этот урок, почти все элементы имеют свои условные значки. Почти, потому что стандарты давно не обновлялись и некоторые элементы рисуют всех, как могут. Но, в большинстве своем, условные обозначения на электрических схемах есть в нормативных документах.
Обозначения в электрических схемах: лампы, трансформаторы, средства измерений, основная элементная база
Содержание статьи
- 1 Нормативная база
- 2 Обозначение электрических элементов на схемах
- 2.1 Электрощиты, шкафы, коробки
- 2.2 Элементная база для электрических схем
- 2.2.1 Изображение розеток
- 2.2.2 Выключатели индикации
- 2.3 Лампы и лампы
- 4 Буквенные обозначения
3 Радиоэлементы0012
Нормативная база
Существует около десятка типов электрических цепей, количество различных элементов, которые там можно встретить, исчисляется десятками, если не сотнями. Для облегчения распознавания этих элементов в электрические схемы введены единые обозначения. Все правила прописаны в ГОСТах. Таких стандартов много, но основная информация содержится в следующих стандартах:
Для облегчения распознавания этих элементов в электрические схемы введены единые обозначения. Все правила прописаны в ГОСТах. Таких стандартов много, но основная информация содержится в следующих стандартах:
Нормативные документы, в которых прописаны графические обозначения элементной базы электрических схем
Изучение ГОСТов дело полезное, но требует времени, которое не у всех есть в достаточном количестве. Поэтому в статье мы приведем условные обозначения в электрических схемах — основную элементную базу для создания чертежей и схем электрических соединений, принципиальных схем устройств.
Обозначение электрических элементов на схемах
Некоторые специалисты, внимательно посмотрев схему, могут сказать, что это такое и как это работает. Некоторые могут даже сразу выдать возможные проблемы, которые могут возникнуть в процессе эксплуатации. Все просто — они хорошо знают схемотехнику и элементную базу, а также хорошо разбираются в условных обозначениях элементов схемы.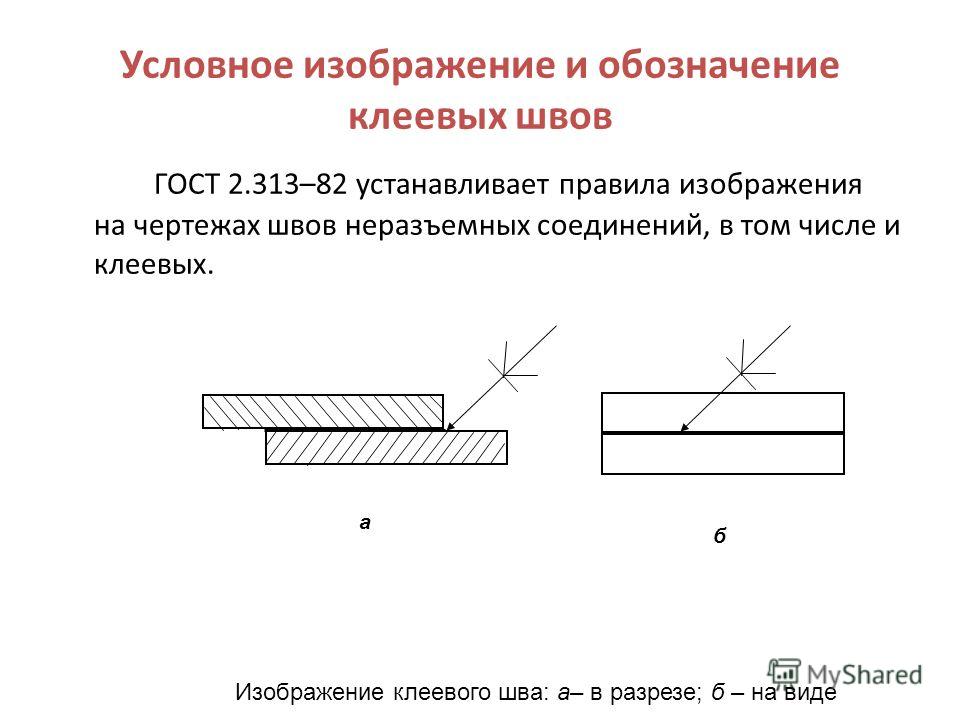 Такой навык вырабатывался годами, и для «чайников» важно для начала запомнить самые распространенные из них.
Такой навык вырабатывался годами, и для «чайников» важно для начала запомнить самые распространенные из них.
Обозначение светодиода, стабилитрона, транзистора (разных типов)
Электрощиты, шкафы, коробки
На схемах электроснабжения дома или квартиры обязательно будет обозначение электрощита или шкафа. В квартирах оконечное устройство в основном устанавливается там, так как дальше проводка не идет. В домах могут спроектировать установку ответвительного электрошкафа — если от него идет трасса к освещению других построек, находящихся на некотором удалении от дома — бани, летней кухни, гостевого дома. Эти другие обозначения на следующем рисунке.
Обозначение электротехнических элементов на схемах: шкафы, щиты, пульты
Если говорить об изображениях «начинки» электрощитов, то она также стандартизирована. Имеются обозначения УЗО, автоматических выключателей, кнопок, трансформаторов тока и напряжения и некоторых других элементов. Они представлены в следующей таблице (в таблице две страницы, листайте по слову «Далее»)
| номер | ФИО | Изображение на схеме |
|---|---|---|
| 1 | Автоматический выключатель (автоматический) | |
| 2 | Переключатель (переключатель нагрузки) | |
| 3 | Тепловое реле (защита от перегрева) | |
| 4 | УЗО (УЗО) | |
| 5 | Дифференциальный автомат (дифавтомат) | |
| 6 | Предохранитель | |
| 7 | Выключатель (переключатель) с предохранителем | |
| 8 | Автоматический выключатель со встроенным тепловым реле (для защиты двигателя) | |
| 9 | Трансформатор тока | |
| 10 | Трансформатор напряжения | |
| 11 | Электросчетчик | |
| 12 | Преобразователь частоты | |
| 13 | Кнопка с автоматическим размыканием контактов после нажатия | |
| 14 | Кнопка с размыканием контакта при повторном нажатии | |
| 15 | Кнопка со специальным выключателем для отключения (например, стоп) |
Элементная база для электрических схем
При составлении или чтении схемы также пригодятся обозначения проводов, клемм, заземления, нуля и т.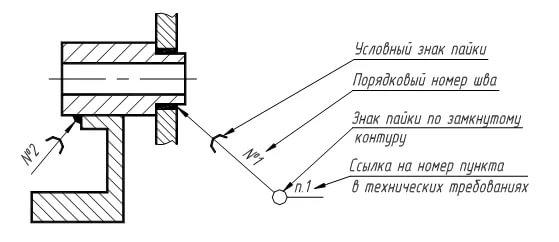 п. Это то, что просто нужно начинающему электрику или для того, чтобы понять, что изображено на чертеже и в какой последовательности соединяются его элементы.
п. Это то, что просто нужно начинающему электрику или для того, чтобы понять, что изображено на чертеже и в какой последовательности соединяются его элементы.
| Помещение | Наименование | Обозначение электрических элементов на схемах |
|---|---|---|
| 1 | Фазный провод | |
| 2 | Нейтраль (нулевой рабочий) N | |
| 3 | Защитный проводник (земля) PE | |
| 4 | Комбинированные защитные и нулевые провода PEN | |
| 5 | Линия электросвязи, автобусы | |
| 6 | Шина (если нужно выделить) | |
| 7 | Отводы от шин (сделанные пайкой) |
Пример использования приведенной выше графики показан на следующей диаграмме. Благодаря буквенным обозначениям все понятно и без графики, но дублирование информации на схемах никогда не было лишним.
Пример схемы электроснабжения и графическое изображение проводов на ней
Изображение розеток
На схеме подключения должно быть отмечено расположение розеток и выключателей. Существует множество типов розеток — 220 В, 380 В, скрытого и открытого типа установки, с разным количеством посадочных мест, водонепроницаемые и т. д. Приводить обозначение каждой слишком долго и излишне. Важно помнить, как изображаются основные группы, а количество контактных групп определяется штрихами.
Обозначение розеток на чертежах
Розетки для однофазной сети 220 В обозначаются на схемах в виде полукруга с одним или несколькими торчащими вверх сегментами. Количество сегментов — количество розеток на одном корпусе (на фото ниже). Если в розетку можно включить только одну вилку, вверх оформляют один сегмент, если две – два и т. д.
Обозначения розеток в электрических цепях
Если внимательно присмотреться к изображениям, то обратите внимание, что условное изображение справа не имеет горизонтальной полосы, разделяющей две части значка. Эта особенность говорит о том, что розетка скрытая, то есть для нее необходимо проделать отверстие в стене, установить розетку и т. д. Вариант справа – для накладного монтажа. К стене крепится непроводящая подложка, к ней крепится сама розетка.
Эта особенность говорит о том, что розетка скрытая, то есть для нее необходимо проделать отверстие в стене, установить розетку и т. д. Вариант справа – для накладного монтажа. К стене крепится непроводящая подложка, к ней крепится сама розетка.
Также обратите внимание, что нижняя часть левой схемы перечеркнута вертикальной линией. Это означает наличие защитного контакта, к которому подключена масса. Установка розеток с заземлением требуется при включении сложных бытовых приборов, таких как стиральная или посудомоечная машина, духовки и т.д.
Обозначение трехфазной розетки на чертежах
Ни с чем не спутаешь условное обозначение трехфазной розетка (380 В). Количество торчащих вверх сегментов равно количеству проводников, которые подключены к этому устройству – три фазы, ноль и земля. Итого пять.
Бывает, что низ изображения закрашен черным (темным). Это означает, что розетка водонепроницаема. Их размещают на открытом воздухе, в помещениях с повышенной влажностью (сауны, бассейны и т.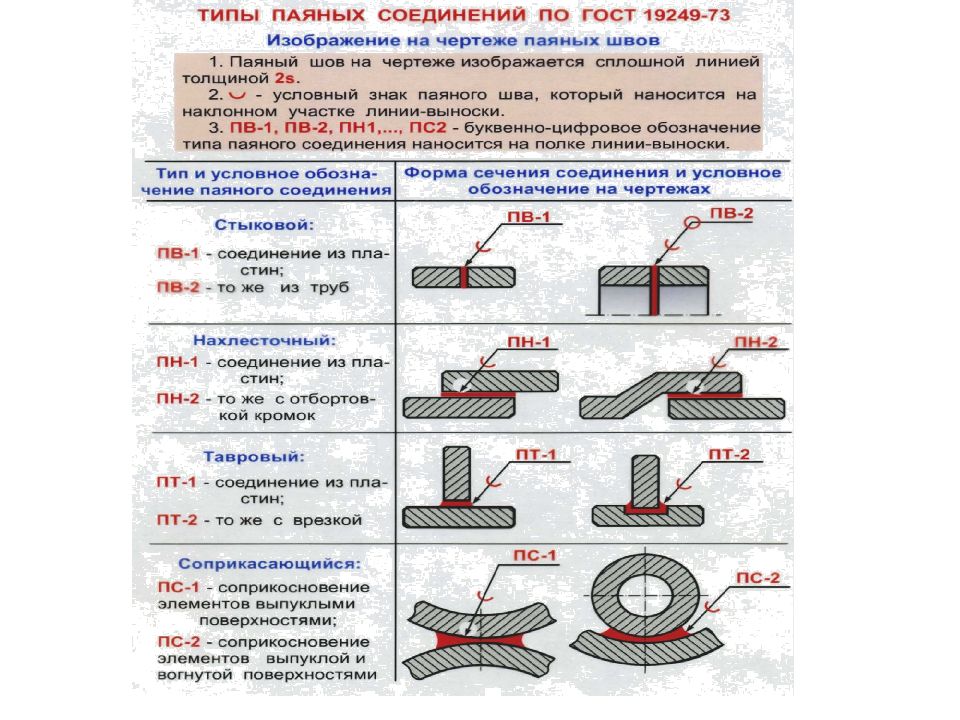 п.).
п.).
Выключатели индикационные
Схематическое обозначение выключателей имеет вид небольшого круга с одним или несколькими Г- или Т-образными ответвлениями. Отводы в форме буквы «L» обозначают выключатель накладного монтажа, буквой «T» — на скрытый монтаж. Количество нажатий отображает количество клавиш на этом устройстве.
Условные графические обозначения выключателей на электрических цепях
Кроме обычных могут стоять проходные выключатели — для включения/выключения одного источника света из нескольких точек. К этому же маленькому кружку с противоположных сторон добавляются две буквы «Г». Это обозначение одноклавишного проходного переключателя.
Как выглядит схематично проходные коммутаторы?
В отличие от обычных выключателей, в этих при использовании двухклавишных моделей добавляется еще одна планка, параллельная верхней.
Лампы и лампы
Лампы имеют собственные обозначения. При этом люминесцентные лампы и лампы накаливания различаются. На схемах даже показаны форма и размеры светильников. В этом случае нужно просто запомнить, как выглядит на схеме каждый из типов ламп.
На схемах даже показаны форма и размеры светильников. В этом случае нужно просто запомнить, как выглядит на схеме каждый из типов ламп.
Изображение светильников на схемах и чертежах
Радиоэлементы
При чтении принципиальных схем приборов необходимо знать условные обозначения диодов, резисторов и других подобных элементов.
Обозначения радиоэлементов на чертежах
Знание условных графических элементов поможет вам прочитать практически любую схему — любого устройства или проводки. Номиналы необходимых деталей иногда проставляют рядом с изображением, но в больших многоэлементных схемах их записывают в отдельной таблице. Он содержит буквенные обозначения элементов схемы и номиналы.
Буквенные обозначения
Кроме того, что элементы на схемах имеют условные графические названия, они имеют буквенные обозначения, а также стандартизированы (ГОСТ 7624-55).
| Наименование элемента электрической цепи | Буквенное обозначение | |
|---|---|---|
| 1 | Переключатель, контроллер, переключатель | IN |
| 2 | Электрогенератор | D |
| 3 | Диод | D |
| 4 | Выпрямитель | Бн |
| 5 | Звуковая сигнализация (звонок, сирена) | Св |
| 6 | Кнопка | Кн |
| 7 | Лампа накаливания | L |
| 8 | Электрический двигатель | M |
| 9 | Предохранитель | И т. д. д. |
| 10 | Контактор, магнитный пускатель | TO |
| 11 | Реле | Р |
| 12 | Трансформатор (автотрансформатор) | Тр |
| 13 | Разъем штекерный | Ш |
| 14 | Электромагнит | Эм |
| 15 | Резистор | R |
| 16 | Конденсатор | ОТ |
| 17 | Индуктор | L |
| 18 | Кнопка управления | Ку |
| 19 | Концевой выключатель | Kv |
| 20 | Дроссель | Др |
| 21 | Телефон | T |
| 22 | Микрофон | Мк |
| 23 | Динамик | Гр |
| 24 | Аккумулятор (гальванический элемент) | B |
| 25 | Главный двигатель | Дг |
| 26 | Электродвигатель насоса системы охлаждения | До |
Обратите внимание, что в большинстве случаев используются русские буквы, но резистор, конденсатор и дроссель обозначаются латинскими буквами.