Содержание
Перфорация
Перфорация
Скользящая опора стропил PA
Применяется для крепления стропил к мауэрлату (Мауэрлат — брус, служащий опорой наклонных деревянных стропил и предназначенный для распределения нагрузки, создаваемой крышей сооружения), позволяет компенсировать естественную усадку деревянных сооружений.
далее..
Скользящая опора стропил закрытая PAZ
Применяется для крепления стропил к мауэрлату (Мауэрлат — брус, служащий опорой наклонных деревянных стропил и предназначенный для распределения нагрузки, создаваемой крышей сооружения), позволяет компенсировать естественную усадку деревянных сооружений.
далее..
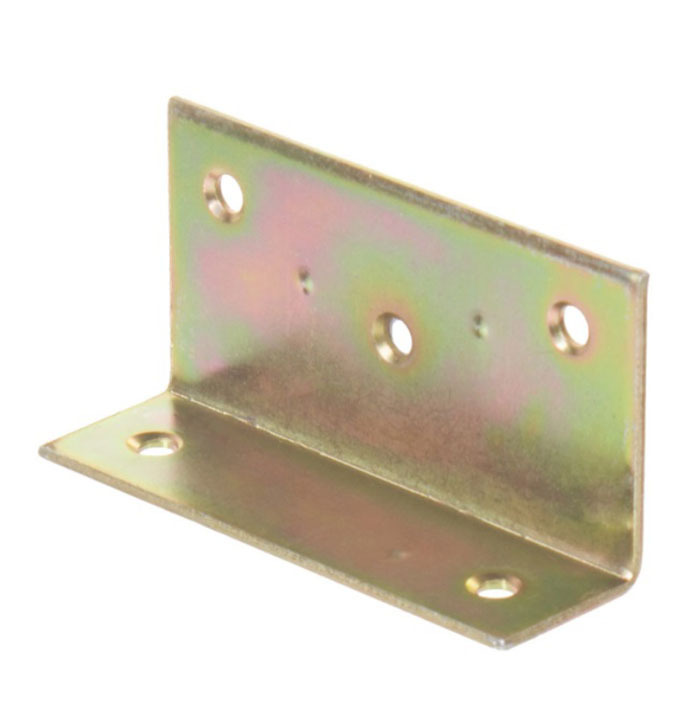
Широкий уголок KS
Уголок широкий KS предназначен для крепления вспомогательных балок в стропильно-подстропильной системе при строительстве деревянных домов.
Узкий уголок KW
Узкий уголок KW предназначен для крепления ненагруженных, вспомогательных или декоративных элементов при строительстве деревянных домов.
Усиленный уголок KP
Усиленный уголок KP предназначен для крепления несущих элементов в стропильно-подстропильной системе при строительстве деревянных домов.
Соединительный уголок KL
Соединительный уголок KL предназначен для крепления несущих элементов в стропильно-подстропильной системе при строительстве деревянных домов.
Монтажная пластина PP
Перфорированная пластина PP предназначена для надежной фиксации двух и более элементов в стропильно-подстропильной системе при устройстве деревянных конструкций кровли с различными углами наклона при строительстве деревянных домов.
Перфорированная монтажная лента TM 6, 8, 81, 10, 11, 16, 12, 13
Перфорированная монтажная лента TM предназначена для усиления несущей способности узла. Также она необходима для крепления и фиксации вспомогательных элементов.
Также она необходима для крепления и фиксации вспомогательных элементов.
Гвоздевая пластина
Применяется для крепежа стропильной части дома, а также для соединений в каркасном домостроении. Не требует применения гвоздей. Рекомендуется установка с использованием специального оборудования.
далее..
Балочный уголок KB
Балочный уголок предназначен для крепления несущих и вспомогательных элементов при строительстве сборных, каркасных и каркасно-щитовых домов, а также домов из бруса и бревна.
Регулируемый уголок KR
Уголок регулируемый KR предназначен для крепления несущих элементов стропильно-подстропильной системы к стене из кирпича либо блоков при строительстве домов. Благодаря уникальным отверстиям пригодны для выполнения смещаемых узлов.
Анкерный уголок KK
Анкерный уголок предназначен для надежного соединения деревянных столбов, опор, стоек и колонн к фундаменту.
Крепление плоское LP
Крепление плоское предназначено для надежной фиксации двух и более элементов в стропильно-подстропильной системе при устройстве деревянных конструкций кровли с различными углами наклона при строительстве деревянных домов.
Крепление узкое LW
Крепление узкое предназначено для надежной фиксации двух и более элементов в стропильно-подстропильной системе при устройстве деревянных конструкций кровли с различными углами наклона при строительстве деревянных домов.
Крепление узкое усиленное LG
Крепление узкое усиленное предназначено для надежной фиксации двух и более элементов в стропильно-подстропильной системе при устройстве деревянных конструкций кровли с различными углами наклона при строительстве деревянных домов.
Крепление балок WB
Кронштейн балки WB предназначен для крепления консоли несущих балок при устройстве деревянных конструкций перекрытий при строительстве деревянных домов.
Крепление балок внутреннее WBZ
Кронштейн балки внутренний предназначен для крепления консоли несущих балок при устройстве деревянных конструкций перекрытий при строительстве деревянных домов.
Крепление для стропил LK
Крепление для стропил LK предназначен для крепления балок и стропил в стропильно-подстропильной системе при устройстве деревянных конструкций перекрытия и кровли при строительстве деревянных домов.
Складывающийся уголок KG
Соединитель со сгибом универсальный тип KG предназначен для надежного соединения деревянных конструкций под углом от 45° до 90° (градусов) в стропильно-подстропильной системе.
Z-образное крепление LZ
Крепление z-образное LZ предназначено для надёжного соединения деревянных вспомогательных конструкций стропильно-подстропильной системе.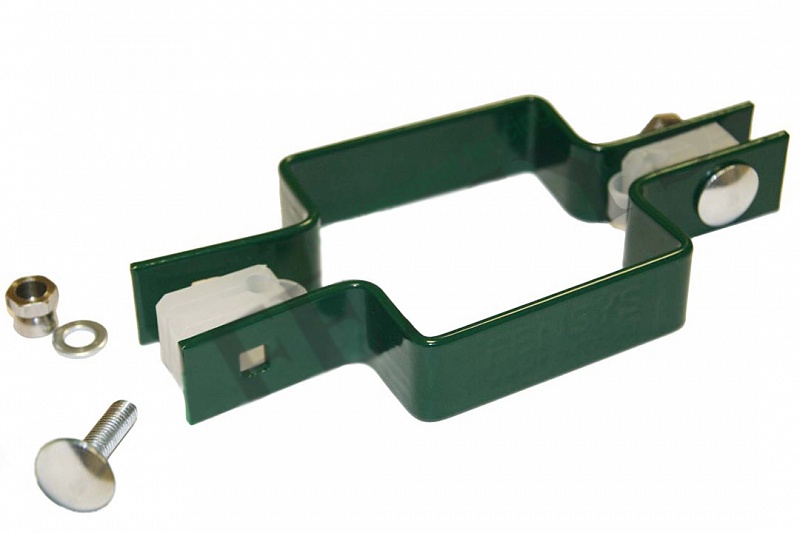
Т-образное крепление KT
T-образное крепление КТ предназначено для надежного соединения деревянных вспомогательных и ненагру- женных конструкций в стропильно-подстропильной системе.
Оконный уголок NA
Оконный уголок NA предназначен для надежного соединения деревянных ненагруженных и вспомогательных конструкций стропильно-подстропильной системе.
Крепление для легких балок WL
Крепление для легких балок WL предназначено для крепления консоли и вспомогательных балок при устройстве деревянных конструкций перекрытий при строительстве деревянных домов.
Диск шипованный PZD
Диск шипованный PZD предназначен для усиления несущей способности балок и стропил в стропильно-подстропильной системе, а также при монтаже укосин и распоров. Возможно применять совместно с одно- сторонней шипованной пластиной.
Уголок универсальный LU
Уголок универсальный из перфорированной стали предназначен для крепления вспомогательных и несущих элементов в стропильно-подстропильной системе при строительстве деревянных домов.
Усиленный монтажный уголок KMP
Монтажный уголок KMP из перфорированной стали предназначен для крепления вспомогательных и несущих элементов в стропильно-подстропильной системе при строительстве деревянных домов. Изготовлен из стали толщиной 1,5 мм, аналогичен по несущей способности монтажному уголку KM, за счет ребер жёсткости.
Соединительный уголок KL 135
Соединительный уголок KL 135 предназначен для крепления вспомогательных и несущих элементов расположенных под углом 135°, в стропильно-подстропильной системе при строительстве деревянных домов.
Крепление балок раздельное WBD
Крепление балок раздельное WBD предназначено для крепления консоли несущих балок нестандартных размеров при устройстве деревянных конструкций перекрытия при строительстве деревянных домов.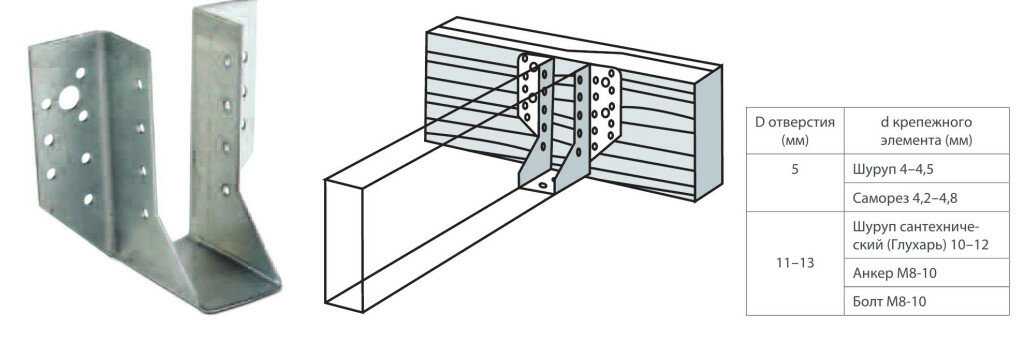
Если вам нужна качественная метизная продукция и крепёж по отличным ценам, то звоние нам прямо сейчас!
+7 (342) 293-15-34, 201-71-82, 268-96-10
Уголок усиленный KUU (+/- 0,2 мм)
- Каталог
- Крепеж для технической изоляции
- Монтажные элементы инженерных систем
- Метрический крепеж
- Гвозди и заклепки
- Саморезы и шурупы
- Анкерный крепеж
- Такелаж
- Расходные материалы для инструментов
- Алмазная техника
- Перфорация
- Сопутствующие товары
- Доставка
- Оплата
- Гарантии и возврат
- Контакты
- Каталог
- Доставка
- Оплата
- Гарантии и возврат
- Контакты
Применение (перфорация)
Уголок
Размер (диаметр) (перфорация)
50, 70, 90, 105, 130
Размер (длина) (перфорация)
52. 5, 108, 116, 217, 350
5, 108, 116, 217, 350
- Цена
- Описание
- Характеристики
| Обозначение | Кол-во в упак, шт | ||
|---|---|---|---|
| 50 | 50·50·35·2 | 20 |
Оставить заявку |
| 70 | 70·70·55·2 | 50 |
Оставить заявку |
| 70·70·55·2,5 | 50 |
Оставить заявку | |
| 90 | 90·50·55·2 | 20 |
Оставить заявку |
| 90·50·55·2,5 | 20 |
Оставить заявку | |
| 90·90·40·2 | 50 |
Оставить заявку | |
| 90·90·65·2 | 50 |
Оставить заявку | |
| 90·90·65·2,5 | 50 |
Оставить заявку | |
| 105 | 105·105·90·2 | 25 |
Оставить заявку |
| 105·105·90·2,5 | 25 |
Оставить заявку | |
| 130 | 130·130·100·2 | 25 |
Оставить заявку |
Перфорация
Уголок усиленный KUU (+/- 0,2 мм)
Применяется в деревянном домостроении, монтаже винтеляционных и отопительных систем. Имеет высокий показатель прочности и предназначен для крепления несущих элементов.
Имеет высокий показатель прочности и предназначен для крепления несущих элементов.
Кросс-таблица технических характеристик
| Применение | Уголок |
| Страна-производитель | РФ |
Ваше имя
Ваше имя:
Ваш телефон:
Сообщение:
Ваше имя
Ваше имя:
Ваш телефон:
Сообщение:
Крепеж надежно фиксирует тонкий листовой металл
Леон М. Аттариан
Леон М. Аттариан, директор по маркетингу компании Penn Engineering
Подробный обзор семейств самозажимных крепежных изделий: • Гайки. Стандартные типы имеют большую несущую способность резьбы, чем винты из мягкой стали. |
Самозажимные крепежные детали обеспечивают превосходную устойчивость к крутящему моменту в тех случаях, когда листовой металл слишком тонкий, чтобы его можно было надежно закрепить другими способами.
Директивы рынка для более мелких и легких упаковок, производимых быстро и с низкими затратами, привели ко многим недавним инновациям в технологии крепления. С более легкими упаковками, изготовленными из более тонких материалов, оборудование может мешать. Это создало спрос на более прочные, прочные и гибкие методы крепления и соединения, такие как самозажимные крепления.
Тонкий листовой металл является популярным выбором для упаковки, поскольку он легкий и занимает меньше места. Однако найти подходящий подход к креплению оказалось непросто. Известно, например, что клеи выходят из строя, особенно при воздействии тепла или вибрации; сварка может быть грязной и трудоемкой; а винты для листового металла или незакрепленные крепежные детали не обладают необходимой удерживающей силой и часто не могут использоваться повторно.
Самозащелкивающиеся замки: форма и назначение
За прошедшие годы были разработаны десятки типов и тысячи вариантов самозажимных креплений, в том числе свободно вращающиеся, самоблокирующиеся, плавающие и с глухими отверстиями, соответствующие унифицированным стандартам ISO и MIL. В отличие от других методов, самозажимной крепеж дает постоянные, надежные и многоразовые несущие резьбы в тонких металлических листах. Поскольку они становятся неотъемлемой частью сборки во время изготовления, они не ослабевают и не выпадают, и их больше никогда не нужно брать в руки.
Самозажимная гайка представляет собой резьбовое соединение с кольцевой выточкой на стержне. При монтаже крепеж запрессовывается в пластичный металл. Он вытесняет основной металл, вызывая его холодное течение в поднутрениях в углублении. Его работа заключается в том, чтобы предотвратить вращение крепежа после завершения установки.
С помощью самозажимных застежек компоненты можно снимать и снова прикреплять для доступа или обслуживания. Кроме того, застежки могут значительно уменьшить или исключить количество крепежных деталей, таких как незакрепленные шайбы, стопорные шайбы и гайки; и обычно для окончательного крепления компонентов требуется только сопрягаемое оборудование. Меньшее количество деталей обеспечивает более легкую конструкцию, а меньшее количество оборудования в сборке дает большую экономию времени и затрат на производство.
Традиционные группы продуктов включают гайки, шпильки, прокладки и стойки, оборудование для доступа, крепления и крючки для кабельных стяжек. Специализированные типы были разработаны для удовлетворения конкретных целей применения. Самозажимное оборудование обычно изготавливается из стали, нержавеющей стали или алюминия, и многие типы могут постоянно устанавливаться в металлические листы толщиной до 0,020 дюйма (0,51 мм).
Независимо от типа, самозажимные крепления прочно устанавливаются в тонкие листы из пластичного металла путем вдавливания в просверленное или перфорированное отверстие соответствующего размера и приложения достаточного усилия сжатия. Этот процесс приводит к тому, что смещенный листовой материал в холодном состоянии течет в специально разработанную кольцевую выемку в стержне или направляющей застежки, навсегда фиксируя застежку на месте. Зубчатое зажимное кольцо, накатка, ребра или шестигранная головка предотвращают вращение крепежа в металле при приложении крутящего момента к сопрягаемому оборудованию. Крепеж может быть установлен в небольших количествах с помощью такого простого инструмента, как оправочный пресс, или в больших объемах с использованием автоматизированного или встроенного оборудования.
Рыночный спрос на более мелкие и легкие упаковки порождает инновационные разработки в индустрии крепежа.
Независимо от типа, самозажимные крепления прочно устанавливаются в тонкие листы из пластичного металла путем вдавливания в просверленное или перфорированное отверстие соответствующего размера и приложения достаточного усилия сжатия. Этот процесс приводит к тому, что смещенный листовой материал в холодном состоянии течет в специально разработанную кольцевую выемку в стержне или направляющей застежки, навсегда фиксируя застежку на месте. Зубчатое зажимное кольцо, накатка, ребра или шестигранная головка предотвращают вращение крепежа в металле при приложении крутящего момента к сопрягаемому оборудованию. Крепеж может быть установлен в небольших количествах с помощью такого простого инструмента, как оправочный пресс, или в больших объемах с использованием автоматизированного или встроенного оборудования.
Инновации
Компактные узлы привели к появлению нового поколения самозажимных миниатюрных резьбовых креплений. Все они обеспечивают прочную, постоянную и многоразовую резьбу в особо тонких металлических листах. Например, по сравнению со стандартными зажимными гайками, самозажимные резьбовые гайки для очень тонких листов (0,025 дюйма (0,64 мм)) имеют более низкий профиль и могут быть установлены на 50 % ближе к краю сверхтонких стальных листов. Их малые диаметры и небольшая высота способствуют низкому профилю и освобождают ценное пространство в сборке. Компоненты, изготовленные из тончайших металлических листов, можно надежно укладывать друг на друга или размещать на расстоянии друг от друга с помощью меньших типов резьбовых стоек. Самозажимные резьбовые шпильки с головками с малым смещением также могут быть установлены близко к краю. В зависимости от размера резьбы их можно устанавливать на 25–50 % ближе, чем стандартные самозажимные шпильки, не вызывая вздутия края металлического листа. Точно так же резьбовые шпильки без заподлицо для более тонких листов обеспечат установку близко к краю в металлических сборках, толщина которых в два раза меньше по сравнению с обычными шпильками с заподлицо.
Варианты самозажимных шпилек могут специально использоваться для высоких крутящих моментов, тонколистовых или электрических применений.
Все больше и больше приложений с механическим креплением требуют коррозионной стойкости и твердости. Самозажимные застежки, изготовленные специально для использования в нержавеющей стали, были разработаны для медицины, общественного питания и других промышленных применений.
К стандартным самозажимным крепежным элементам из стали, нержавеющей стали и алюминия добавилось растущее число типов, изготовленных из материалов, обладающих возможностями, превосходящими возможности цельнометаллических крепежных элементов. Гибридные застежки включают комбинацию металлических и отлитых под давлением пластиковых элементов и, в зависимости от типа, могут быть дешевле, легче и проще в обращении и установке, чем стандартные механические застежки. Они имеют пластиковые крышки с цветным покрытием, которые отмечают компоненты, обозначают зоны с ограниченным или ограниченным доступом или соответствуют инструкциям к оборудованию. Они также могут быть указаны в соответствии с цветом панели или другого компонента или просто для улучшения общего внешнего вида.
Преимущества использования нетрадиционных материалов распространились даже на производство крепежных изделий. Процессы порошкового металла производят формы крепежа, которые невозможно сформировать каким-либо другим способом. Примеры самозажимных креплений, изготовленных с помощью таких процессов, включают прямоугольные типы и крепежные приспособления для кабельных стяжек.
Советы по проектированию
Вот несколько основных рекомендаций, которые следует учитывать при выборе самозажимных креплений:
• Приспособьтесь к конкретному применению. У каждого типа самозажимного крепления есть преимущество. Если сборка требует штабелирования печатных плат или компонентов, лучшим выбором будут стойки. Крепления панелей хорошо работают, если требования UL для последующего доступа к сборке являются проблемой.
• Оцените второстепенные преимущества. Многие самозажимные крепежные детали демонстрируют уникальные рабочие характеристики (часто более одной), которые способствуют сборке конечного продукта. Например, самозажимной крепеж, который соединяет две панели под прямым углом, дает дополнительное преимущество, улучшая экранирование от электромагнитных и радиочастотных помех, поскольку устраняет необходимость в вырезах в середине панелей.
• Убедитесь в целостности конструкции крепежа. Производство качественных самозажимных креплений начинается с тщательных исследований, проектирования, разработки и испытаний. Точность необходима во всех аспектах производства крепежа. Точность размеров и постоянство имеют решающее значение, и, если их не хватает, затраты будут заключаться в отказе от панелей, шасси или досок при установке крепежа. Даже небольшие различия в размерах деталей могут привести к заклиниванию автоматизированного оборудования. Эквиваленты редко, если вообще когда-либо, являются жизнеспособной заменой.
• Учитывайте стоимость установки при выборе. Затраты возрастут, если для установки крепежных изделий требуется много времени, они выходят из строя при установке и их необходимо заменять, требуют дополнительного оборудования или их трудно ввести в установленный производственный процесс.
Работа с производителем
Эти основные советы помогут вам начать работу. Однако, как только процесс начался, полезно проконсультироваться с производителем оборудования. Они хорошо знают свою продукцию и могут проконсультировать по конкретным неизвестным вам факторам.
Например, распространено заблуждение, что любой самозажимной крепеж из нержавеющей стали будет работать без сбоев при установке в любой лист из нержавеющей стали. Нельзя ожидать, что стандартные самозажимные крепежные детали из нержавеющей стали, изготовленные из нержавеющей стали серии 300, будут надежно работать с листами из нержавеющей стали серии 300 из-за проблем с относительной твердостью.
Подходящие самозажимные крепежные детали из нержавеющей стали для установки в листы из нержавеющей стали серии 300 включают типы, изготовленные из нержавеющей стали серии 400. Типы, изготовленные из специального сплава (осажденной закалки) нержавеющей стали, обладают еще более высокой коррозионной стойкостью. В зависимости от типа эти крепежные элементы могут использоваться в листах с твердостью от 88 до 9 HRB.2.
Кроме того, при работе с нержавеющей сталью во время процесса вокруг монтажного отверстия может возникнуть деформационное упрочнение. Необходимо приложить все усилия, чтобы смещенный листовой материал мог течь, как предполагалось.
Технология самозажимных креплений достигла значительных успехов и может стать идеальным решением для механического крепления. Но партнерство с производителем фурнитуры на ранних стадиях проектирования необходимо для максимально плотного прилегания вашего крепежа.
ПеннИнжиниринг
www.pemnet.com
Рубрики: Крепление + соединение • замки • защелки • штифты, винты • гайки • болты
С тегами: PennEngineering
Инновационный подход к креплению тонколистового металла и моделирование методом конечных элементов метод
Инновационный подход к креплению тонколистового металла и моделирование методом конечных элементов
05 марта 2020 г.
Сулейман Кахраман, магистр наук. инженер-механик, Fecon R&D and Engineering Service Limited
В настоящее время исследования по снижению веса приобрели большое значение для самых разных отраслей, но особенно в автомобилестроении и авиации. Когда дело доходит до снижения веса, выполняются два основных действия.
Во-первых, в изделии более интенсивно используются компоненты из алюминия или магния, обладающие высокой удельной прочностью, чем раньше. Во-вторых, это оптимизация толщины стенок компонентов, например, минимизация толщины стенок компонентов BIW (тело-в-белом) автомобиля.
Когда дело доходит до оптимизации толщины стенки, это может привести к решаемым проблемам создания точек в листовых металлах. Это связано с тем, что крепежные детали, такие как болты, гайки или шпильки, в некоторых случаях должны соединяться с листовым металлом. В настоящее время для соединения крепежа с листовым металлом используются два основных метода – обычная сварка и самозажимной крепеж (SCF).
Обычные методы сварки
Методы сварки имеют некоторые ограничения при соединении крепежных деталей с листовым металлом. Температура плавления материалов обоих компонентов должна быть очень близкой друг к другу для правильной сварки. В принципе, крепежные детали из среднеуглеродистой стали нельзя соединять с листовым металлом из алюминия, так как между сталью и алюминием существует большая разница в температуре плавления.
Даже если материал обоих компонентов одинаков, при применении тонколистового металла могут наблюдаться некоторые проблемы, связанные с недостаточной механической прочностью и неудовлетворительными визуальными свойствами. Это связано с тем, что в процессе сварки тонкий лист подвергается сильному нагреву и может не быть обеспечен требуемый провар. Зона термического влияния (ЗТВ) возникает при всех способах сварки, и ее негативные последствия в большей степени наблюдаются для тонколистовых металлов.
Самозащелкивающиеся застежки
SCF основаны на пластической деформации и обеспечивают значительные преимущества по сравнению со способами сварки для соединения крепежа с листовым металлом. Основной принцип применения СКФ заключается в том, что в предварительно просверленное отверстие вставляется специально сконструированный крепежный элемент, после чего листовой металл пластически деформируется по толщине стенки таким образом, что деформированный материал аккумулируется в геометрию, существующую в СКФ.
Таким образом, происходит формообразование между листовым металлом и SCF, и он сопротивляется силам выдергивания и крутящим моментам. Не требуется подвода тепла, поэтому с помощью SCF возможно низкое энергопотребление и соединение нескольких материалов. Однако, когда дело доходит до применения тонкого листового металла, SCF имеют некоторые ограничения. При уменьшении толщины стенки до определенного значения деформация по толщине стенки не может быть обеспечена. Существующие решения для тонколистового металла предполагают, что сам SCF подвергается высокопластической деформации, поскольку листовой металл не может деформироваться по толщине стенки.
Это означает, что материалы, используемые для SCF, должны иметь достаточную пластичность, чтобы выдерживать высокую пластическую деформацию без образования трещин. Поэтому механические свойства крепежа играют важную роль для надежного процесса соединения. Стандартные механические свойства, указанные в спецификации ISO 898, могут не соответствовать соответствующей деформации без образования трещин или, по крайней мере, эта операция не может быть обеспечена механическими свойствами, в основном изготовленными, такими как класс 8.8. Эта нестандартная ситуация увеличивает стоимость изготовления в зависимости от требований к материалу или термической обработке крепежного элемента. Кроме того, может потребоваться стопроцентный контроль качества (например, вихретоковый) для адаптации к процессу производства крепежных изделий, поскольку механические свойства крепежных изделий очень важны. Это негативные факторы, которые увеличивают себестоимость производства.
Метод 3Fs и моделирование методом конечных элементов
Новый метод клинча был разработан для устранения существующих проблем, связанных с образованием растворимых точек в тонколистовых металлах. Этот метод называется 3Fs, что происходит от начальных букв слов Fecon, Forming и Folding. В этой статье будет объяснен метод 3Fs, который позволяет прикреплять крепеж к тонким листовым металлам без предварительного отверстия или деформации в требованиях к крепежу, а также обеспечивает простоту реализации и надежную стоимость.
Основные этапы процесса представлены на рисунке 1. Этот метод состоит из двух основных операций – формовки и складывания. При формовании листовой металл формуется с помощью предварительного пуансона, как показано на рис. 1.а. В операции складывания специально разработанная застежка вдавливается в предварительно сформированный листовой металл с направления, противоположного операции формования (рис. 1.b). В конце всего процесса защелкивание между листовым металлом и крепежом обеспечивается без каких-либо отверстий (рис. 1.c).
Высокая пластическая деформация создается в листовом металле и осуществляется с помощью пуансона, так что крепеж не подвергается воздействию больших усилий благодаря эффекту Баушингера. Потому что во время операции формования дислокации накапливаются в направлении, противоположном операции складывания. В принципе, крепеж не подвергается пластической деформации, что является основным отличием метода 3Fs от существующего решения SCF для тонколистового металла.
Для метода 3Fs в качестве материала листового металла была выбрана аустенитная нержавеющая сталь AISI 304 из-за ее высокой формуемости и коррозионной стойкости, а толщина стенки листового металла была определена как 0,6 мм. Программное обеспечение для анализа конечных элементов (FEA) использовалось на этапе разработки метода 3Fs, и результаты, полученные с помощью FEA, подтверждаются экспериментальными исследованиями. Программное обеспечение MSC Simufact Forming было выбрано для МКЭ благодаря удобному интерфейсу, простоте адаптации и надежным результатам. Метод 3Fs был смоделирован как двухмерная осевая симметрия, поэтому многие результаты, относящиеся к различным вариациям геометрии, были быстро получены. Остаточное напряжение, возникающее при операции формования, передавалось на операцию складывания, чтобы отразить физические условия процесса.
После концептуального проектирования и определения этапов процесса с помощью моделей FEA были проведены экспериментальные исследования. Компоненты процесса соединения и крепежные элементы-прототипы были изготовлены путем механической обработки, а необходимые компоненты были подвергнуты термической обработке. Экспериментальные исследования проводились на силовом и регулируемом по ходу прессе.
Результаты, полученные с помощью модели FEA, сравнивались с результатами экспериментальных исследований, чтобы получить модель FEA, отражающую все физические условия. Поэтому были исследованы графики силы и хода, а также сечения прототипов. Полученные графики хода и усилия представлены на рис. 2. На рис. 2 видно, что характеристики обоих графиков очень близки друг к другу, что означает, что оба графика следуют сходным траекториям.
На графиках возникает некоторое количество отклонений, и считается, что это отклонение связано с скоплением дислокаций, и эффект Баушингера не может быть полностью смоделирован. Кроме того, некоторые отклонения размеров в изготовленных компонентах по сравнению с данными САПР. В любом случае модель МКЭ адекватно отражала физические условия.
Прототипы после процесса соединения приведены на рис. 3.a и 3.b. Виды сечения крепежа и листового металла в конце процесса 3Fs сравниваются на рис. 3.c и 3.d. Сравнение сечения показывает, что физические условия очень хорошо отражены в модели FEA. В результате всех исследований был получен новый метод клинча, который имеет много преимуществ по сравнению с существующим решением SCF и методом сварки, и он подтвержден МКЭ и экспериментальными исследованиями.
Заключение
Метод 3Fs обеспечивает герметичное применение, так как не требуется предварительная подготовка отверстия, что означает, что 100% адаптация испытания на герметичность в производственном процессе или использование дополнительных материалов, таких как прокладка, не требуется для герметичного применения.
Адаптация 3Fs возможна для многих типов листового металла из широкого спектра материалов.