Принципиальная схема и особенности полуавтоматической сварки
Полуавтоматическая сварка отличается от ручной дуговой сварки тем, что механизируется подача электродной проволоки в сварочную зону, а остальные операции процесса сварки выполняются сварщиком вручную. Для этого современная промышленность выпускает целую серию сварочных полуавтоматов, при помощи которых выполняют дуговую сварку в среде защитных газов. Их разрабатывают с использованием унифицированных узлов, что позволяет с наименьшими затратами выполнить наладку на сварку требуемых изделий. К таким унифицированным узлам относятся прижимные и направляющие устройства, подающие механизмы, узлы, осуществляющие подъем и перемещение, а также механизмы автоматической подачи присадочной проволоки. Полуавтоматы могут быть нескольких видов:
для сварки сплошной стальной проволокой;
для сварки сплошной алюминиевой проволокой;
для сварки сплошной стальной и алюминиевой проволоками;
для сварки сплошной стальной или алюминиевой порошковой проволоками.
Кроме того, полуавтоматы могут различаться по способу охлаждения горелки, регулировкой скорости подачи проволоки и методикой ее подачи и по конструктивным особенностям. При помощи этого универсального оборудования обеспечивается сварка практически всех труднодоступных мест с высоким качеством защиты сварочной ванны и дуги. Поэтому до 70% сварочных работ выполняется полуавтоматами. Различают полуавтоматы по маркировке. Первые две буквы в маркировке обозначают тип оборудования и способ сварки: «ПШ» - полуавтомат шланговый, «УД» - установка для дуговой сварки. При помощи третьей буквы в маркировке указывают на способ защиты сварочной дуги: «Г» - газовая, «Ф» - флюсовая. Первая цифра, проставленная после буквенного индекса, указывает величину сварочного тока (в сотнях ампер), а последующие цифры обозначают конкретную модификацию изделия. И наконец, буквенный символ, проставленный после цифрового, обозначает климатическое исполнение полуавтомата: «У» - для эксплуатации в районах с умеренным климатом; «ХЛ» - в районах с холодным климатом; «Т» - тропическое исполнение.
Принципиальная схема полуавтоматической установки представлена на рис. Как правило, в комплект установки входят: выпрямитель - источник питания сварочной дуги; подающее устройство, предназначенное для подачи электродной проволоки в зону сварки; газовый клапан, предназначенный для снижения давления защитного газа, находящегося в специальном баллоне.
Подающее устройство сварочной проволоки может быть толкающего, тянущего и универсального типа. Как правило, оно состоит из следующих основных узлов: электродвигателя, планетарной головки, блока управления, катушки с проволокой, электропневматического газового клапана.
Заслуживают внимания новые безредукторные конструкции подающих механизмов серии «Интермигмаг» с пульсирующей подачей проволоки, являющиеся модификацией известного механизма «Изаплан». Состоит такой механизм из планетарной головки, корпус которой закреплен на полом валу электродвигателя постоянного тока. Укрепленные на ползунах подающие ролики прижимаются к сварочной проволоке и обкатываются вокруг нее при вращении якоря двигателя. Так как оси роликов расположены под углом 30-40° к оси проволоки, это усилие разлагается на две составляющие - закручивающее и осевое. Осевое усилие обеспечивает подачу проволоки, закручивающее - ее движение по шлангу. Скорость подачи проволоки регулируется изменением частоты вращения ротора двигателя постоянного тока.
При помощи подающего устройства обеспечивается последовательность включения исполнительных органов сварочного полуавтомата, необходимая скорость подачи сварочной проволоки, выбор рабочего режима сварки и т.д. Стабилизация выходных параметров источника питания совместно со стабилизацией скорости подачи электродной проволоки позволяет получить сварные соединения высокого качества.
Горелка является одним из важных узлов сварочного полуавтомата. Она предназначена для направления в зону сварочной дуги электродной проволоки, защитного газа или флюса. С помощью горелки возбуждается сварочная дуга, осуществляется формирование и направление струи защитного газа. Конструкции сварочных горелок унифицированы в соответствии с технологическими требованиями. Рукоятка горелки должна быть прочной и удобной в работе, поэтому ее изготавливают в форме, позволяющей обхват рукой сварщика. Для управления сварочным процессом и защиты руки сварщика от ожогов на рукоятке устанавливается предохранительный щиток и пусковая кнопка. Самыми распространенными являются рукоятки круглой или овальной формы.
Токоведущая направляющая трубка соединяет токопровод с токосъемным наконечником. Конструкция трубки определяется сечением токоведущей части и необходимостью подвода защитного газа. По своему конструктивному исполнению направляющие трубки должны соответствовать требованиям гибкости и достаточной проводимости. Поэтому токопроводы изготавливают из мягкого провода, заключенного в изоляционную оболочку, внутренний диаметр которой выбран таким образом, чтобы по нему можно было пропускать защитный газ или охлаждающую воду. Направляющие каналы токопровода служат для подачи электродной проволоки к сварочной горелке. Они представляют собой металлическую спираль, на которую надета стальная стягивающая оплетка и изоляционная трубка. Спираль может быть одно- или двухзаходной.
Наиболее ответственной частью горелки является ее сопло, представляющее собой токопроводящий наконечник. Эта деталь горелки работает в условиях высокой температуры и механического воздействия подающейся сварочной проволоки. Поэтому наконечник быстро изнашивается и требует замены. Для снижения изнашиваемости наконечника его хромируют, полируют или изготавливают из твердых составов на медно-вольфрамовой основе. При больших сварочных токах, достигающих более 315 А, применяют принудительное охлаждение наконечника.
УНИВЕРСАЛЬНЫЕ ПОЛУАВТОМАТЫ
Универсальные полуавтоматы позволяют выполнить быструю переналадку без существенных трудовых и материальных затрат. К универсальным полуавтоматам относят прежде всего модель, применяемую для сварки в среде углекислого газа сплошной или порошковой проволокой. У всех полуавтоматов подача электродной проволоки осуществляется по пустотелому шлангу, поэтому они именуются шланговыми полуавтоматами.
Схематично полуавтомат для сварки в среде защитного газа состоит из следующих основных составные частей - сменная газовая горелка, подающий механизм, шланг подачи электродной проволоки, кассеты для хранения проволоки, газового шланга, блока управления, источника питания, провода цепи управления, газовой аппаратуры, кабеля.
Мы часто упоминаем о сварочной горелке. Вкратце объясним ее устройство. Для этого обратимся к рисунку. Горелка предназначена для подачи в зону горения электродной проволоки и защитного газа.
Рукоятка сварочной горелки должна быть прочной и удобной для работы. С этой целью ее изготавливают из литьевого изоляционного материала. На рукоятке размещены предохранительный щиток и пусковая кнопка. Наиболее ответственными элементами сварочной горелки являются сопло и наконечник, подводящий ток.
Сопло горелки - на нем из-за высокой температуры постоянно возникает налипание расплавленного металла. Чтобы устранить это, металлическое сопло хромируют или полируют. Есть и другой выход - сопло изготавливают из керамического материала. В случае, если сварочный ток достигает значения 315 А и выше, применяется дополнительное охлаждение сопла горелки. Периодичность смены горелки - через каждые полгода.
Наконечники для подачи тока изготавливаются из меди с гарантированным сроком работы - от 5 до 10 часов непрерывной работы. Если наконечник изготовлен из бронзы,-то срок его службы еще меньше. Изготавливаемые в последнее время медно-гра-фитовые наконечники имеют тоже малый срок службы, но лучше обеспечивают контакт и гарантируют хорошее скольжение, что важно при сварке алюминиевой проволокой. Только наконечник на медно-вольфрамовой основе обеспечивает более длительную работу без замены.
Проверка горелки перед сваркой
Режимы полуавтоматической сварки
svarka-pk.ru
Полуавтоматическая сварка - Дом сварки
Процесс полуавтоматической сварки (GMAW)
GMAW процесс - это процесс соединения металлов плавлением электрической дугой, горящей между непрерывно подаваемым плавящимся электродом и изделием. Зона горения дуги защищается с помощью газа (рис. 1). Защитный газ и подвижный плавящийся электрод - два обязательных участника этого процесса.
Большинство металлов имеют высокую тенденцию к присоединению кислорода (образуют оксиды) и в меньшей степени к присоединению азота (образуют нитриды). Кислород также реагирует с углеродом, содержащимся в металле, с образованием окиси углерода. Оксиды, нитриды и окись углерода при растворении в металле шва образуют дефекты сварного шва. Воздействие атмосферы на расплавленный металл очень велико, так как в ней содержится около 80% азота и примерно 20% кислорода. Основная функция защитного газа - исключить контакт расплавленного металла с окружающей атмосферой.
Рис. 1. Сварка плавящимся электродом в защитном газе
Кроме защиты сварочной ванны, защитный газ влияет на:
характеристику дуги;
способ переноса электродного металла;
глубину проплавления и профиль сварного шва;
производительность сварки;
склонность к прожогу;
степень зачистки сварного шва.
При сварке плавящимся электродом шов образуется за счет проплавления основного металла и расплавления дополнительного металла - электродной проволоки. Поэтому форма и размеры шва помимо прочего (скорости сварки, пространственного положения электрода и изделия и т. п.) зависят также от характера расплавления и переноса электродного металла в сварочную ванну. Характер переноса электродного металла определяется в основном материалом электрода, составом защитного газа, плотностью сварочного тока и рядом других факторов.
Характер переноса расплавленного металла имеет большое значение для качественного формирования сварного шва при сварке плавящимся электродом в защитном газе. Управляя этим процессом различными способами (используя специальные сварочные процессы), можно всегда получить качественное сварное соединение. При MIG/MAG способе сварки можно выделить несколько основных форм расплавления электрода и переноса электродного металла в сварочную ванну:
циклический режим сварки короткой дугой без разбрызгивания;
режим сварки оптимизированной короткой дугой;
крупнокапельный процесс сварки;
режим импульсной сварки;
режим струйного (Spray) переноса металла;
режим непрерывного вращающегося переноса металла (ротационный перенос).
Режим струйного (Spray) и крупнокапельного, а также непрерывного вращающегося переноса металла связан со сравнительно высокой энергией дуги и обычно ограничивается сваркой в нижнем и горизонтальном положении металла толщиной более 3 мм. Циклический режим сварки короткой дугой без разбрызгивания и импульсная сварка имеют низкие энергетические показатели, но обычно позволяют сваривать металл толщиной до 3 мм во всех пространственных положениях.
Циклический режим сварки короткой дугой без разбрызгивания (процесс сварки с периодическими короткими замыканиями). Данный процесс сварки характерен для сварки электродными проволоками диаметром 0,5-1,6 мм при короткой дуге с напряжением 15-22 В и токе 100-200 А.
Рис. 2. Осциллограмма циклического режима сварки короткой дугой
После очередного короткого замыкания (8 и 9 на рис. 8) силой поверхностного натяжения расплавленный металл на торце электрода стягивается в каплю, приближая ее к правильной сфере (1 - 3), создавая тем самым благоприятные условия для плавного объединения со сварочной ванной. В результате длина и напряжение дуги становятся максимальными.
Во всех стадиях процесса скорость подачи электродной проволоки постоянна, а скорость ее плавления изменяется и в периоды 3 и 4 меньше скорости подачи. Поэтому торец электрода с каплей приближается к сварочной ванне (длина дуги и ее напряжение уменьшаются) до короткого замыкания (4). Во время короткого замыкания капля расплавленного электродного металла переходит в сварочную ванну. Далее процесс повторяется.
При коротком замыкании резко возрастает сварочный ток - до 150-200 А и как результат этого увеличивается сжимающее действие электромагнитных сил (6-7) -
, совместное действие которых разрывает перемычку жидкого металла между электродом и изделием (8). Капля мгновенно отрывается, обычно разрушаясь и разлетаясь в стороны, что приводит к разбрызгиванию. Кроме того, ток такой величины, пытаясь пройти через узкую перемычку, образовавшуюся между каплей и ванной, приводит к выплеску металла.
Для уменьшения разбрызгивания электродного металла необходимо сжимающее усилие, возникающее в проводнике при коротком замыкании, сделать более плавным. Это достигается введением в источник сварочного тока регулируемой индуктивности. Максимальная величина сжимающего усилия определяется уровнем тока короткого замыкания, который зависит от конструкции блока питания. Величина индуктивности определяет скорость нарастания сжимающего усилия. При малой индуктивности капля будет быстро и сильно сжата - электрод начинает брызгать. При большой индуктивности увеличивается время отделения капли, и она плавно переходит в сварочную ванну. Сварной шов получается более гладким и чистым. В табл. 1 приведено влияние индуктивности на характер сварки.
Таблица 1. Влияние индуктивности на характер сварки.
Частота периодических замыканий дугового промежутка при циклическом режиме сварки короткой дугой может изменяться в пределах 90-450 замыканий в секунду. Для каждого диаметра электродной проволоки в зависимости от материала, защитного газа и т. д. существует диапазон сварочных токов, в котором возможен процесс сварки с короткими замыканиями. Данный режим удобен для сварки тонколистового металла и пригоден для полуавтоматической сварки во всех пространственных положениях. При оптимальных параметрах процесса потери электродного металла на разбрызгивание не превышают 7%.
Режим сварки оптимизированной короткой дугой. Процесс сочетает в себе циклический режим сварки короткой дугой и очень высокую скорость подачи сварочной проволоки, что позволяет использовать короткую и мощную дугу (напряжение на дуге до 26 В при токе до 300 А). Данный режим позволяет получать сварные соединения с минимальным тепловложением и низкой степенью окисления наплавленного металла.
Крупнокапельный процесс сварки. Увеличение плотности сварочного тока и длины (напряжения) дуги (напряжение на дуге от 22 до 28 В и ток от 200 до 290 А) ведет к изменению характера расплавления и переноса электродного металла, переходу от сварки короткой дугой с короткими замыканиями к процессу с редкими короткими замыканиями или без них. В сварочную ванну электродный металл переносится нерегулярно, отдельными крупными каплями различного размера, хорошо заметными невооруженным глазом. При этом ухудшаются технологические свойства дуги, затрудняется сварка в потолочном положении, а потери электродного металла на угар и разбрызгивание возрастают до 15%.
Крупнокапельный процесс сварки характеризуется некачественным формированием сварного шва.
С положительного электрода, независимо от типа защитного газа, крупнокапельный перенос металла происходит при низких плотностях тока. Крупнокапельный перенос характеризуется размером капли, капля имеет диаметр больше, чем сам электрод.
При использовании инертных защитных газов достигается осеориентированный перенос электродного металла без разбрызгивания. Длина дуги при этом должна быть достаточной, чтобы гарантировать отделение капли прежде, чем она коснется расплавленного металла.
Использование углекислого газа в качестве защитного газа при крупнокапельном переносе всегда дает неосеориентированный перенос капель металла. Это является следствием электромагнитного отталкивающего воздействия на низ расплавленных капель. При углекислотной защите конец электродной проволоки плавится теплом дуги, переданным через расплавленную каплю. Капли в форме бесформенных шариков, произвольно направляемые через дугу, дают сильное разбрызгивание. Сварной шов получается грубый, с волнистой поверхностью.
Дуга, обычно неустойчивая, сопровождается характерным треском. Для уменьшения разбрызгивания необходимо, чтобы конец электрода находился ниже поверхности металла, но в пределах полости, создаваемой дугой. Поскольку большая часть энергии дуги направлена вниз и ниже поверхности сварочной ванны, сварной шов имеет очень глубокое проплавление.
Режим импульсной сварки. Для улучшения технологических свойств дуги применяют периодическое изменение ее мгновенной мощности - импульсно-дуговая сварка. Теплота, выделяемая основной дугой, недостаточна для плавления электродной проволоки со скоростью, равной скорости ее подачи. Вследствие этого длина дугового промежутка уменьшается.
Под действием импульса тока происходит ускоренное расплавление электрода, обеспечивающее формирование капли на его конце. Резкое увеличение электродинамических сил сужает шейку капли и сбрасывает ее в направлении сварочной ванны в любом пространственном положении, т. е., режим импульсной сварки - режим, при котором капли расплавленного металла принудительно отделяются электрическими импульсами. За счет ЭТОГО на токах соответствующих крупнокапельному переносу, можно формировать качественные сварные швы, подобно циклическому режиму сварки короткой дугой без разбрызгивания. Режим импульсной сварки известен также под названием
.
Импульсный режим использует одиночные импульсы или группу импульсов с одинаковыми или различными параметрами. В последнем случае первый или первые импульсы ускоряют расплавление электрода, а последующие сбрасывают каплю электродного металла в сварочную ванну. За счет этого металл переносится порциями мелких капель и без разбрызгивания. Кроме того, за счет применения импульсной технологии возникает электромеханическая вибрация сварочной ванны, в результате чего газовые пузырьки выходят из нее, и сварные швы получаются высокой плотности.
Устойчивость режима импульсной сварки зависит от соотношения основных параметров (величины и длительности импульсов и пауз). Соответствующим подбором тока основной дуги и импульса можно повысить скорость расплавления электродной проволоки, изменить форму и размеры шва, а также уменьшить нижний предел сварочного тока, обеспечивающий устойчивое горение дуги.
Преимуществом этого метода является низкое тепловложение, что важно при сварке тонких материалов и при позиционной сварке. Импульсный режим обеспечивает высококачественную сварку низкоуглеродистых и низколегированных сталей. При сварке алюминия можно использовать электродную проволоку больших диаметров, при этом обеспечивается меньшая пористость. Основной недостаток этого процесса - сложный блок питания.
Импульсный режим обеспечивает более высокий коэффициент тепловложения в наплавленный металл, чем циклический режим сварки короткой дугой без разбрызгивания, и осуществляется при напряжении на дуге от 28 до 35 В и токах от 300 до 350 А.
Режим струйного (спрей) переноса металла. При достаточно высоких плотностях постоянного по величине (без импульсов или с импульсами) сварочного тока обратной полярности и при горении дуги в инертных газах (содержание аргона не менее 80%) может наблюдаться очень мелкокапельный перенос электродного металла. Название <струйный> он получил потому, что при его наблюдении невооруженным глазом создается впечатление, что расплавленный металл стекает в сварочную ванну с торца электрода непрерывной струей.
Поток капель направлен строго по оси от электрода к сварочной ванне. Дуга очень стабильная и ровная. Разбрызгивание очень небольшое. Валик сварного шва имеет гладкую поверхность. Энергия дуги передается в металл в форме конуса, поэтому наплавляемый металл имеет поверхностное слияние. Глубина проплавления больше, чем при циклическом режиме сварки короткой дугой, но меньше, чем при крупнокапельном переносе.
Изменение характера переноса электродного металла с капельного на струйный происходит при увеличении сварочного тока до <критического> для данного диаметра электрода.
Значение критического тока уменьшается при активировании электрода (нанесении на его поверхность тем или иным способом некоторых легко ионизирующих веществ), увеличении вылета электрода. Изменение состава защитного газа также влияет на значение критического тока. Например, добавка в аргон до 5% кислорода снижает значение критического тока. При сварке в углекислом газе без применения специальных мер получить струйный перенос электродного металла невозможно. Невозможно его получить и при использовании тока прямой полярности.
При переходе к струйному переносу поток газов и металла от электрода в сторону сварочной ванны резко интенсифицируется благодаря сжимающему действию электромагнитных сил. В результате под дугой уменьшается прослойка жидкого металла, в сварочной ванне появляется местное углубление. Повышается теплопередача к основному металлу, и шов приобретает специфическую форму с повышенной глубиной проплавления по его оси. При струйном переносе дуга очень стабильна - колебаний сварочного тока и напряжений не наблюдается.
Режим струйного переноса металла характеризуется узким столбом дуги и заостренным концом плавящейся электродной проволоки. Расплавленный металл проволоки передается через дугу в виде мелких капель, от сотен до нескольких сотен в секунду. Диаметр капель равняется или меньше, чем диаметр электрода. Поток капель осенаправленый. Скорость плавления проволоки от 42 до 340 мм/с.
Струйный перенос металла происходит при дуге высокой стабильности (напряжение на дуге от 28 до 40 В при токе от 290 до 450 А) и позволяет формировать качественные сварные швы на высоких значениях тока. Данный режим необходим для сварки металлов толщиной более 5 мм.
Режим непрерывного вращающегося переноса металла (ротационный перенос). Ротационный перенос металла возникает при образовании длинного столба жидкости на конце оплавляющегося электрода. Вследствие очень большого тока (напряжение на дуге от 40 до 50 В при токе от 450 до 650 А) и большого вылета электрода температура образовывающейся капли настолько высока, что электрод плавится уже без действия дуги. Расстояние до токоведущего мундштука в этом случае составляет 25-35 мм. По причине продольного магнитного поля столб жидкости вращается вокруг своей оси и конически расширяется. Капли металла переходят в радиальном направлении в основной материал и создают относительно плоское и широкое проплавление.
В зависимости от свариваемого металла и его толщины в качестве защитных газов используют инертные, активные газы или их смеси. В силу физических особенностей стабильность дуги и ее технологические свойства выше при использовании постоянного тока обратной полярности. При использовании постоянного тока прямой полярности количество расплавляемого электродного металла увеличивается на 25-30%, но резко снижается стабильность дуги и повышаются потери металла на разбрызгивание. Применение переменного тока невозможно из-за нестабильного горения дуги.
Инертные газы аргон и гелий и их смеси обязательно используются для сварки цветных металлов, а также широко применяются при сварке нержавеющих и низколегированных сталей. Основное различие между аргоном и гелием - плотность, теплопроводность и характеристика дуги. Плотность аргона приблизительно в 1,4 раза больше плотности воздуха, а гелий в 0,14 раза легче воздуха. Для защиты сварочной ванны более эффективен тяжелый газ. Следовательно, гелиевая защита сварочной ванны для получения того же эффекта требует приблизительно в 2-3 раза большего расхода газа.
Гелий обладает большей теплопроводностью, чем аргон, и энергия в гелиевой дуге распределена более равномерно. Плазма аргоновой дуги характеризуется очень высокой энергией сердцевины и значительно меньшей периферии. Это различие оказывает большое влияние на профиль сварного шва. Гелиевая дуга дает глубокий, широкий, параболический сварной шов. Аргоновая дуга чаще всего характеризуется сосковидной формой сварного шва.
При любой скорости подачи электродной проволоки напряжение на аргоновой дуге будет значительно меньше, чем на гелиевой дуге. В результате будут меньшее изменение напряжения по длине дуги, что, в свою очередь, приводит к большей стабилизации дуги. Аргоновая дуга (включая смеси как с низким, так и с 80%-ным содержанием аргона) производит струйную передачу электродного металла на уровнях выше раздела энергетики переноса.
Гелиевая дуга производит крупнокапельный перенос металла в нормальном рабочем диапазоне. Следовательно, гелиевая дуга имеет большую степень разбрызгивания электродного металла и меньшую глубину проплавления. Легко ионизируемый аргон облегчает зажигание дуги и при сварке на обратной полярности (плюс на электроде) дает очень чистую поверхность сварного шва.
В большинстве случаев чистый аргон используется при сварке цветных металлов. Использование чистого гелия ограничено из-за ограниченной устойчивости дуги. Тем не менее, желаемый профиль сварного шва (глубокий, широкий, параболической формы), получаемый с гелиевой дугой, можно получить, применяя смесь аргона с гелием, кроме того, характер переноса электродного металла приобретает характер, как при аргоновой дуге.
Смесь гелия с аргоном, при 60-90% содержании гелия, используется для получения максимального тепловложения в основной металл и улучшения сплавления. Для некоторых металлов, например нержавеющей и низколегированной стали, замена углекислого газа на гелий позволяет получить увеличение тепловложения, и, поскольку гелий инертный газ, не происходит изменения свойств свариваемого металла.
Чистый аргон и в известной мере гелиевая защита дают отличные результаты при сварке цветных металлов. Тем не менее, эти газы в чистом виде дают не вполне удовлетворительную характеристику при сварке черных металлов. Гелиевая дуга стремится к переходу в неуправляемый режим, сопровождаемый сильным разбрызгиванием. Аргоновая дуга имеет тенденцию к прожогу. Добавление к аргону 1-5% кислорода или 3-10% углекислого газа (вплоть до 25%) дает заметное улучшение характеристики.
Объем добавляемого кислорода или углекислого газа к инертному газу зависит от состояния поверхности (наличие окалины) основного металла, требуемого профиля сварного шва, положения в пространстве и химического состава свариваемого металла. Обычно добавление 3% кислорода или 9% углекислого газа вполне достаточно для проведения качественной сварки.
Добавление углекислого газа к аргону позволяет получить грушевидный профиль сварного шва. Применение различных газов и газовых смесей для сварки различных металлов и на различных режимах приведено в табл. 2-3.
Таблица 2. Выбор защитных газов и газовых смесей для циклического режима сварки короткой дугой без разбрызгивания. Таблица 3. Выбор защитных газов и газовых смесей для струйного (спрей) переноса металла.
www.domsvarki.ru
где и когда применять сварочный аппарат Киев Украина
Сварочный полуавтомат - это устройство, в котором подача сварной проволоки осуществляется в механизированном режиме, а сам аппарат предназначен для полуавтоматической сварки. Наибольшее распространение в последнее время получила технология полуавтоматической сварки в среде защитных газов. Данный метод отличается от других высокой эффективностью, качеством и производительностью работ.
Одним из самых распространенных видов полуавтоматической сварки, является сварка в среде защитного газа аргона или его смеси с углекислым газом. Используя данный метод, полуавтомат для сварки можно использовать для сваривания различных металлоконструкций из разных металлов и сплавов, а также изделий, где требуется выполнить большое количество швов. Например сварочный полуавтомат прекрасно подойдет для изготовления решеток, дверей, ограждений, ворот и т.д. При сварке таким аппаратом производительность труда увеличивается 3-4 раза, в отличии от использования обычного сварочного аппарата с штучными электродами.
Одними из основных преимуществ сварки данным методом являются: механизированная подача сварной проволоки и одновременная подача в зону сварки защитного газа, который защищает свариваемый металл от негативного действия кислорода непосредственно в момент сваривания. Кроме того, полуавтомат для сварки делает возможным наблюдение за всем процессом работы, начиная от поджига дуги и до окончательного завершения сварочных работ. При использовании аппаратов со штучными электродами процесс наблюдения за формированием сварочных швов несколько ограничен, поэтому полуавтомат в этом плане значительно удобнее и надежнее.
Особо следует отметить, что полуавтоматическая сварка стала сегодня широко использоваться для автомобильного кузовного ремонта. Использование подобного сварочного оборудования значительно упрощает процесс сварки и позволяет добиться высоких показателей, что особенно важно в проведении различного рода ремонтных работ.
Полуавтоматическую сварку также используют и в промышленных целях, в строительстве, ремонте и т.д. Сварочные швы при использовании полуавтомата получаются достаточно прочными, надежными и главное не требующими дополнительной обработки, что позволяет существенно сэкономить время.
Достаточно широкое распространение получили в последнее время сварочные аппараты Jasic Mig. Благодаря большому разнообразию различных моделей можно с легкостью подобрать инверторный полуавтомат с самыми оптимальными параметрами и техническими характеристиками. Данные аппараты предназначены для ручной полуавтоматической сварки с использованием защитного газа. Все аппараты снабжены встроенным электронным блоком управления, который автоматически контролирует и поддерживает на оптимальном уровне заданные рабочие параметры. Использование передовых технологий в области сварки делают подобные аппараты весьма надежными и функциональными устройствами. Даже при значительных колебаниях входного тока, выходное напряжение всегда остается стабильным, позволяя аппарату работать в штатном режиме.

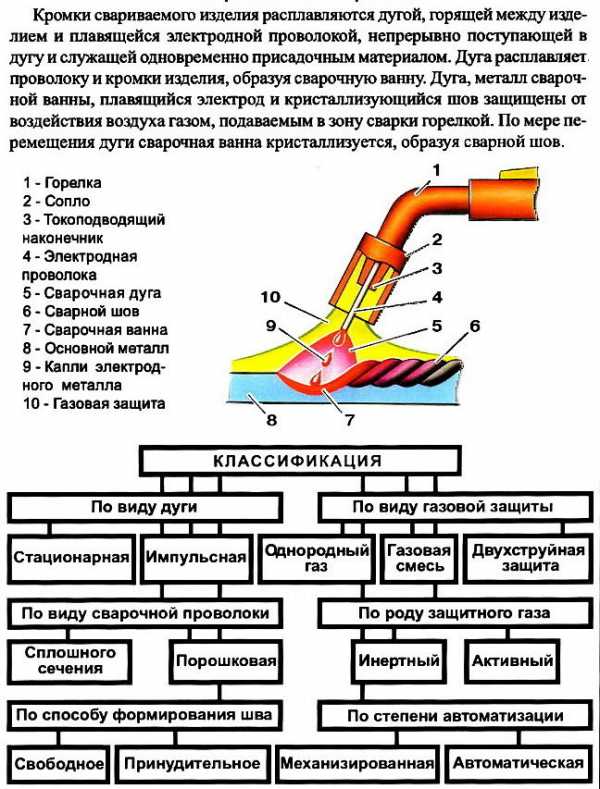
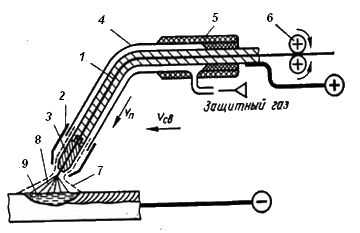

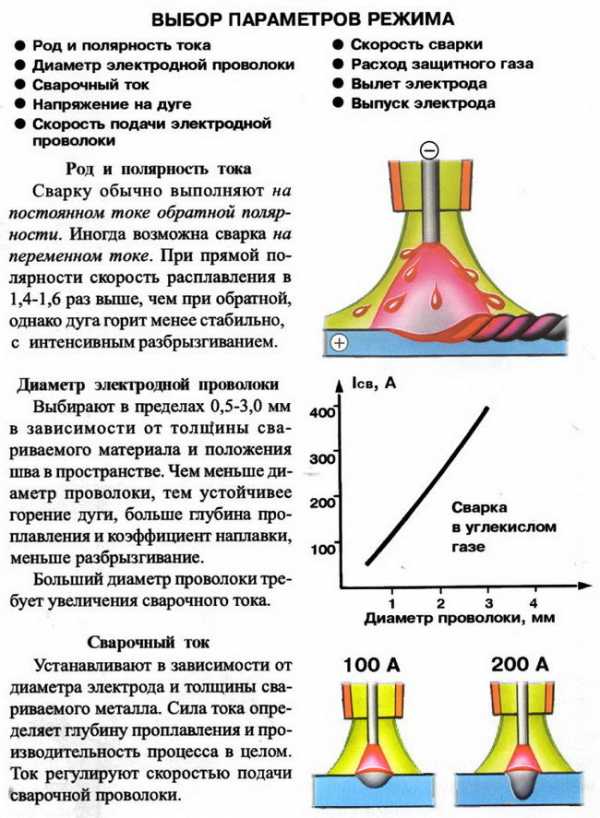
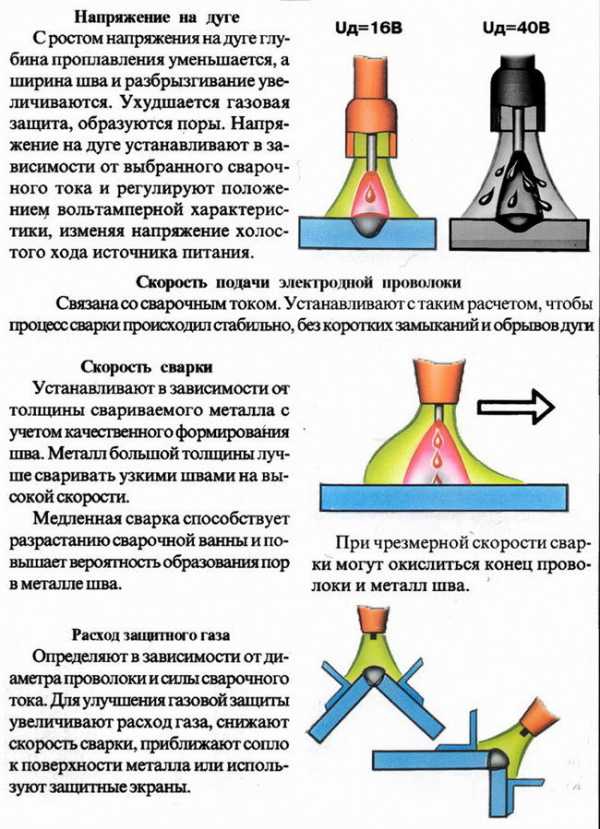
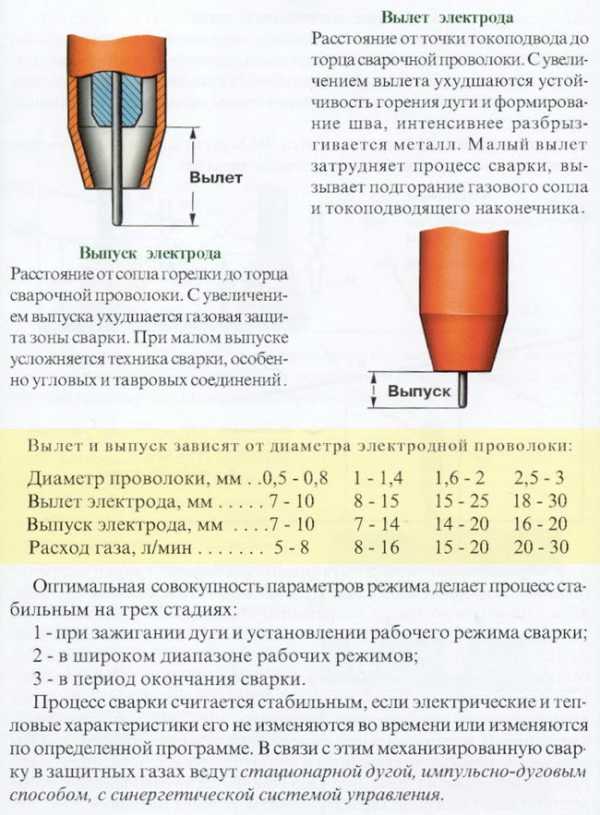
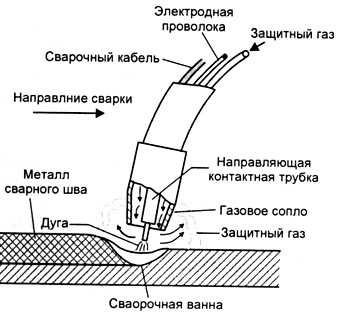 Рис. 1. Сварка плавящимся электродом в защитном газе
Рис. 1. Сварка плавящимся электродом в защитном газе  Таблица 2. Выбор защитных газов и газовых смесей для циклического режима сварки короткой дугой без разбрызгивания.
Таблица 2. Выбор защитных газов и газовых смесей для циклического режима сварки короткой дугой без разбрызгивания. 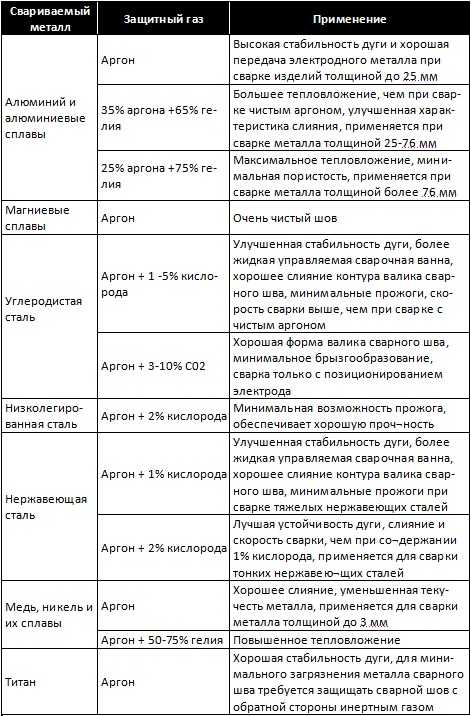 Таблица 3. Выбор защитных газов и газовых смесей для струйного (спрей) переноса металла.
Таблица 3. Выбор защитных газов и газовых смесей для струйного (спрей) переноса металла.